光伏太阳能铝合金型材的生产工艺控制【摘要】光伏太阳能铝合金型材作为边框对电阳能电池板起支撑作用,对力学性能、几何尺寸、表面质量、腐蚀性能有极其严格的质量要求
本文从合金成分、挤压工艺、表面处理、包装各环节进行全面的生产工艺技术介绍
重点着重于现场生产指导,对理论原理不作表述
【关键词】光伏太阳能铝型材合金成分、力学性能、几何尺寸、挤压工艺、氧化膜、封孔质量、覆盖膜质量检测
一、光伏太阳能铝合金型材的发展前景当电子、煤炭、石油等不可再生能源频频告急,能源问题日益成为制约国际社会经济发展的瓶颈时,越来越多的国家开始实行“阳光计划”
开发太阳能资源寻求经济发展的新动力
中国对光伏太阳能电池的研究起步于1958年,目前,中国已成为全球主要的光付太阳能电池生产国
2007年全国太阳能电池/模组产量为1188MW,2008年的产量继续提高,达到2000MW,2009年中国太阳能电池/模组制造商的产量较2008年倍增,达到8000MW,2010年世界光伏太阳能电池/模组的产量将达到15000MW,其中80%的产量由中国制造
①光伏太阳能铝合金型材主要用在光伏太阳能电池板上作为其他边框并起受力支撑作用
光伏电阳能发电作为可再生、环保能源,在国际市场和国内政策的推动下,正迎来了发展高峰期,中国已成为世界第一大太阳电池/模组生产国
而铝合金边框型材,更是占据世界第一供应大国的地位,欧美、日本等国的光伏太阳能铝合金型材,基本上都是从中国进口
按光伏太阳能电池/模组的生产量推算,2009年一年需用铝合金型材80万吨,2010年的光伏太阳能铝合金型材产量将达到160万吨,其中40%制作成边框直接出口到欧美、日本等国
2010年全国预测铝合金型材出口1700万吨②,仅光伏太阳能铝合金型材一项就将占到总数的近1%,市场前景可想而知
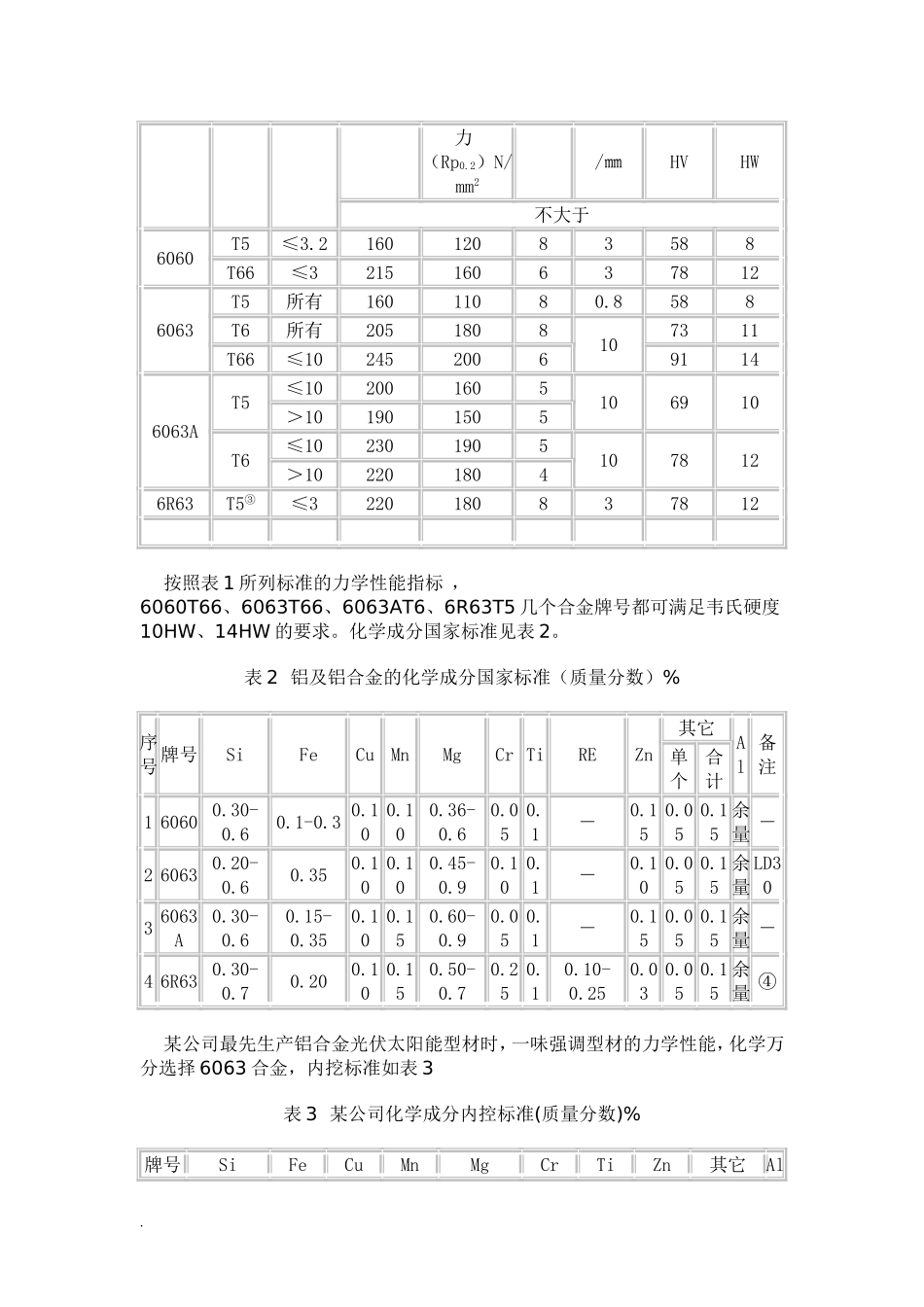
二、光伏太阳能铝合金型材的生产工艺及质量要求光伏太阳能铝合金作为光伏太阳