塑料注射成型第一节概述一
概念:•亦称注塑,是使热塑性或热固性模塑料先在加热机筒中均匀塑化,而后由螺杆或柱塞推挤到闭合模具中成型的一种方法2
原料:几乎所有热塑性塑料、几种热固性塑料3
制品:占制品总量的20~30%,特别是工程结构材料、主要工业配件、仪器仪表零件、壳体等,逐渐代替传统金属和非金属制品二
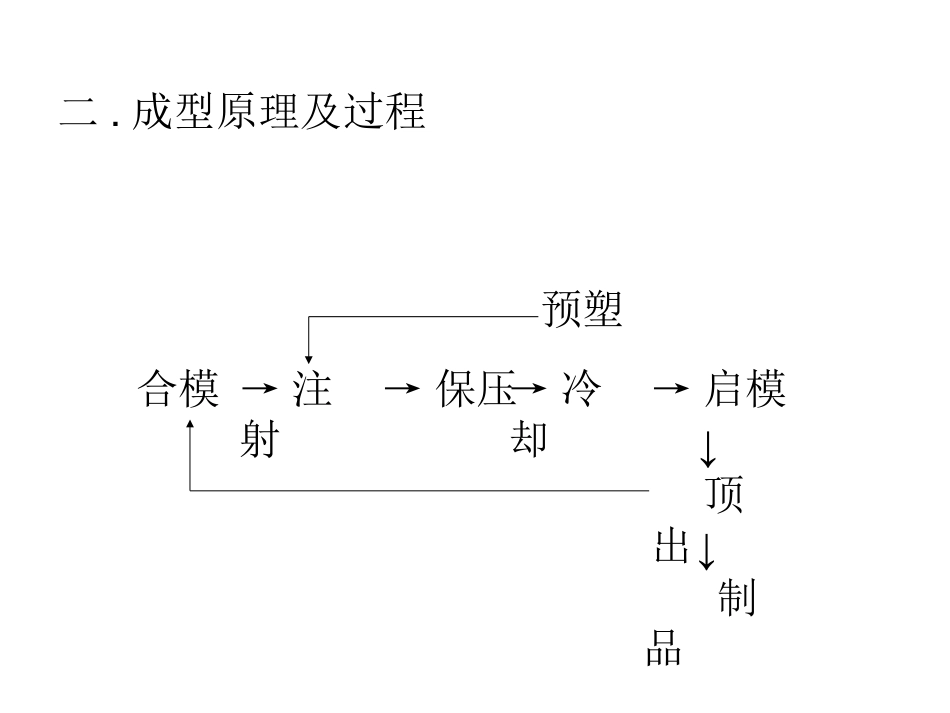
成型原理及过程合模→注射→保压→冷却→启模↓顶出预塑↓制品第二节注射成型设备一
注射机的分类:•按机器的外形特征分为:立式注射机卧式注射机角式注射机•按机器的传动方式分为:液压式和机械式注射机•按塑化和注射方式分为:柱塞式注射机、螺杆式注射机等•生产模式:全自动、半自动、手动、点动二
注射机的构成:•以螺杆式注射机为例:•包括:注射装置、合模装置、液压传动系统、电器控制系统1
注射装置:•注射机的主要部分,其作用是使塑料塑化和均化,并在很高的压力和较快的速度下,通过螺杆(或柱塞)的推挤将熔料注射入模具注射完毕后,并能对已注射到模具型腔中的熔料施行保压•注射系统包括:塑化装置、传动装置、注射及注射座移动油缸(1)加料装置(2)料筒(3)螺杆:与挤出机螺杆有共同点•注射螺杆特点:①注射螺杆在旋转时有轴向位移,因此螺杆的有效长度是变化的②长径比和压缩比较小:一般L/D:16~20,压缩比为2~2
5③螺槽深度一般偏大,以提高生产率④注射螺杆因有轴向位移.因此加料段应较长,约为螺杆长度的一半,而压缩段和计量段则各为螺杆长度的1/4⑤螺杆头部的结构:•为使螺杆对塑料施压进行注射时不致出现熔料积存或沿螺槽回流的现象,对螺杆头部的结构应进行考虑:•锥形(尖头)螺杆头:用于熔融黏度大的塑料•止逆型螺杆头:用于注塑黏度较低的塑料有:止回环螺杆头、止逆球螺杆头(4)喷嘴:•连接料筒和模具的过渡部分•注射时,料筒内的熔料在螺杆或柱塞的推挤作用下,以高压和快速流经喷嘴而注入模具•注射喷