项目工程监理招标体育馆钢结构技术难点、重点的监理措施[技术标]1、钢网架制作和吊装单位的资质审查根据本工程的钢网架所采用的材料、加工要求,焊接质量,吊装要求等复杂程度,能承担此工程钢网架制作和吊装的单位,必须具有相当强的实力和丰富的经验,为确保工程质量和工期,对承接单位进行严格的资质审查,其内容如下:(1)制作单位的主要下料、加工和焊接设备情况以及检测设备齐全的焊接试验室和其它试验室;(2)吊装单位的主要设备如起重设备、焊接设备等是否满足工程要求;(3)人员组成及技术等级(包括焊工考试资料及安全上岗证等);(4)管理制度及水平(包括质量保证体系)是否具备;(5)完成项目的业绩(已经承接过的项目情况)
2、构件制作构件制作质量对吊装进度和质量有十分重要影响,因此,在制作过程中对关键的工序应经监理确认后才能转入下一道工序
3监理要点1、对材料(钢板、焊接材料、螺栓球、杆件及高强度螺栓等)的要求(1)合格证或复验报告工程中所用的钢板、螺栓球、杆件、焊条、焊剂、焊丝和施焊用的保护气体以及高强度螺栓必须有出厂质量合格证
如对质量有疑义或是进口材料,除有合格证外还要进行抽样复试,试验结果达到国家标准的规定和技术文件要求时方可采用
(2)材料选用a)应优先选用已列入国家标准或部颁标准的母材和焊接材料;b)如设计选用未列入标准的母材或首次采用的钢种和焊接材料,必须进行焊接工艺评定试验,合格后方可采用;c)选用与母材相匹配的焊接材料,以防焊缝出现裂缝
(3)熟悉和研究图纸各部分关系,特别是连接节点,有否不相符之处;(4)审核焊接工艺评定试验计划书,参与焊接工艺评定试验,批准焊接工艺评定试验报告,焊接工艺和规范确定后不得任意改动;2、主要构件的制作(1)螺栓球A、螺栓球严禁有过烧、裂纹及隐患,一旦发现裂纹,则应逐个检查
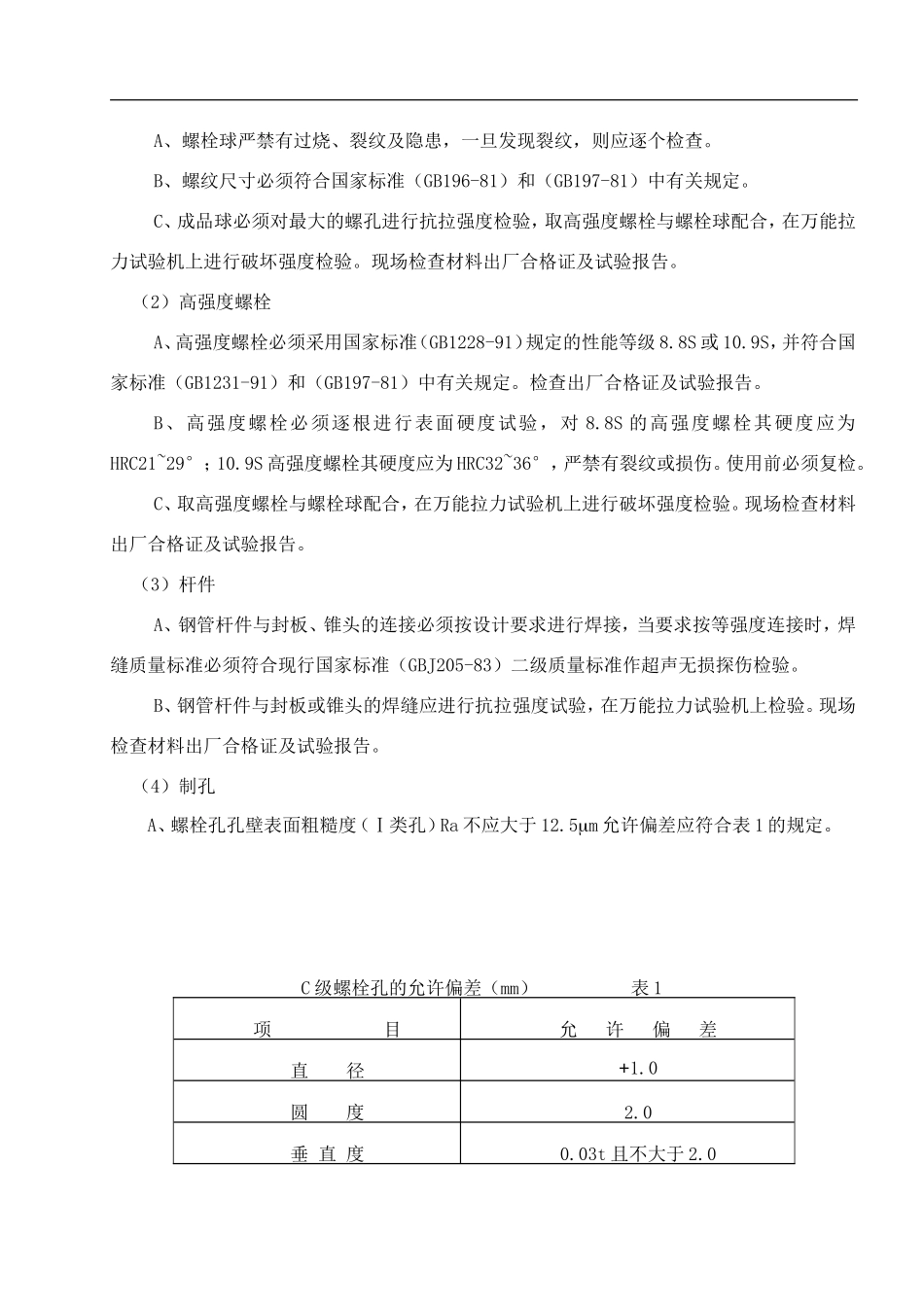
B、螺纹尺寸必须符合国家标准(GB196-81)和(GB1