1 / 10 一、施工准备1、施工技术准备施工人员应根据施工图纸、 设计要求及施工验收规范等资料,详细摸清工程项目范围
弄清各系统工艺流程、各专业技术要领、质量要求、进度要求
按设计规定, 该管道的焊接只有取得相应合格项目的焊工才能上岗焊接,且在实际操作前应进行模拟试验,并经 X射线探伤合格后, 才能上岗; 管道焊接过程中
如发现质量问题应进行返修,一个焊口返修次数不得超过3 次,否则应将该管段拆除,重新安装新管段
二、管道安装施工方法及施工程序1、管材检验 :采用无缝钢管 GB/T8163,20#,采用钨极氩弧焊焊接连接
钢管进货检验内容和要求:1
1 内容:外观检查,作业前对管材、管件、焊接材料进行检查
2 要求: (1 钢管在加工安装前,应按设计使用要求核对规格、型号、材质;(2 钢管外径及壁厚尺寸偏差应符合国家及部颁标准;(3 对钢管外观检查,表面应无裂纹、气孔、夹渣、重皮等缺陷
2、焊接材料:2
1 本工程管道采用无缝钢管(国标8163-99),材质 20#钢
2 焊接材料选用如下:本工程采用氩弧焊焊丝采用TIJG50,直径φ 2
3、焊接坡口及组对:3
1 坡口加工所有对接接头均采用机械坡口, 在管道定货时要求生产厂商预先坡口
必须在现场采用火焰切割坡口的部分焊口,在坡口后必须再用手提砂轮磨光机进行坡口修磨光滑,直至符合焊接要求
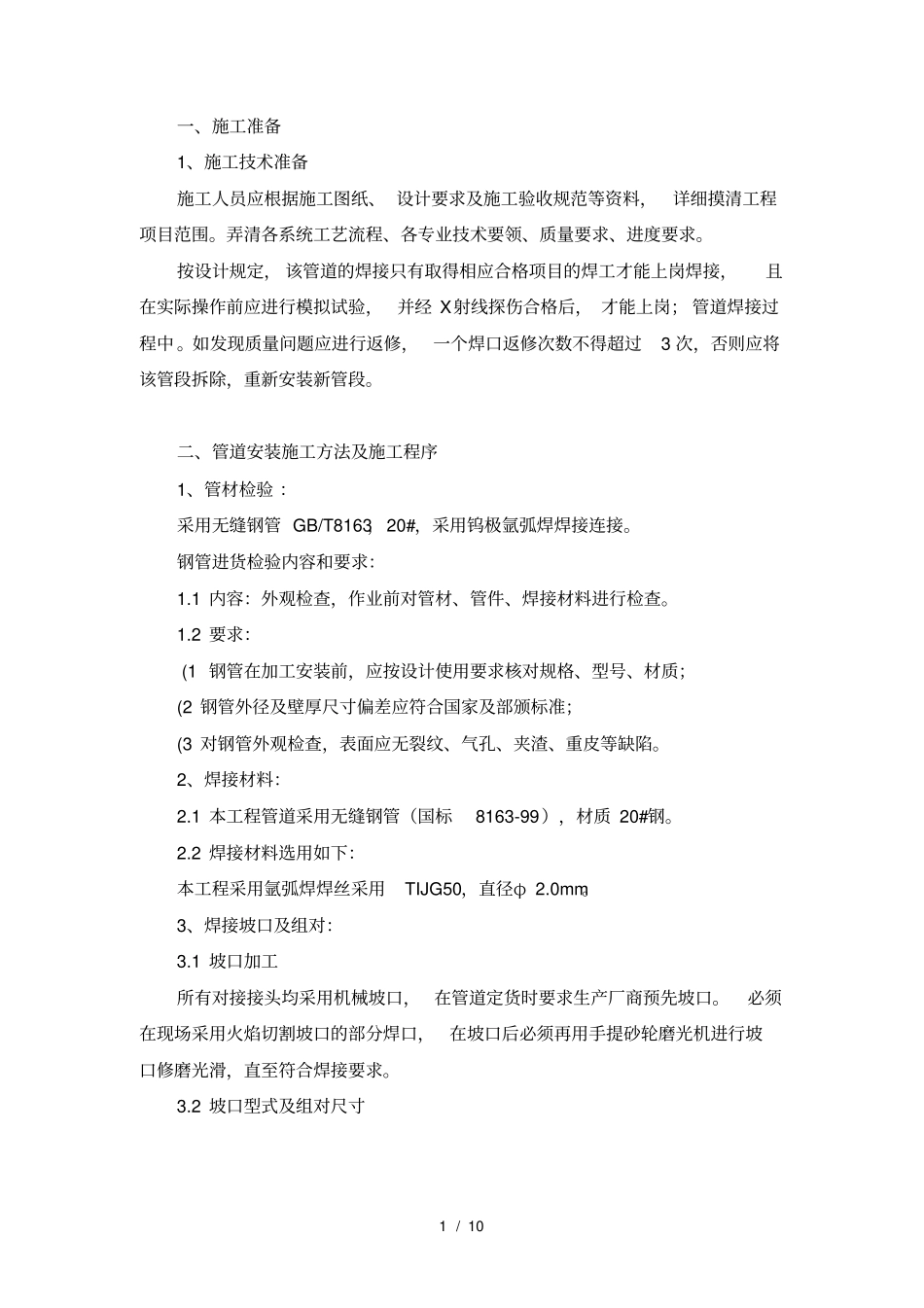
2 坡口型式及组对尺寸2 / 10 (1) 对于等厚管:对接接头按上述图一尺寸加工坡口和组对;(2) 对于不等厚管:a
当两管壁厚相差小于2mm时,可采用手提砂轮磨光机进行修磨坡口,直至在焊口部位两管壁厚基本一致
如当两管壁厚相差大于2mm时,则按图二和图三形式对坡口修磨加工,直至在焊口部位两管壁厚基本一致再组对
(3) 定位焊:组对时定位点焊应沿园周均匀分布,焊缝长度 30-50mm,定位焊厚度 3-4m