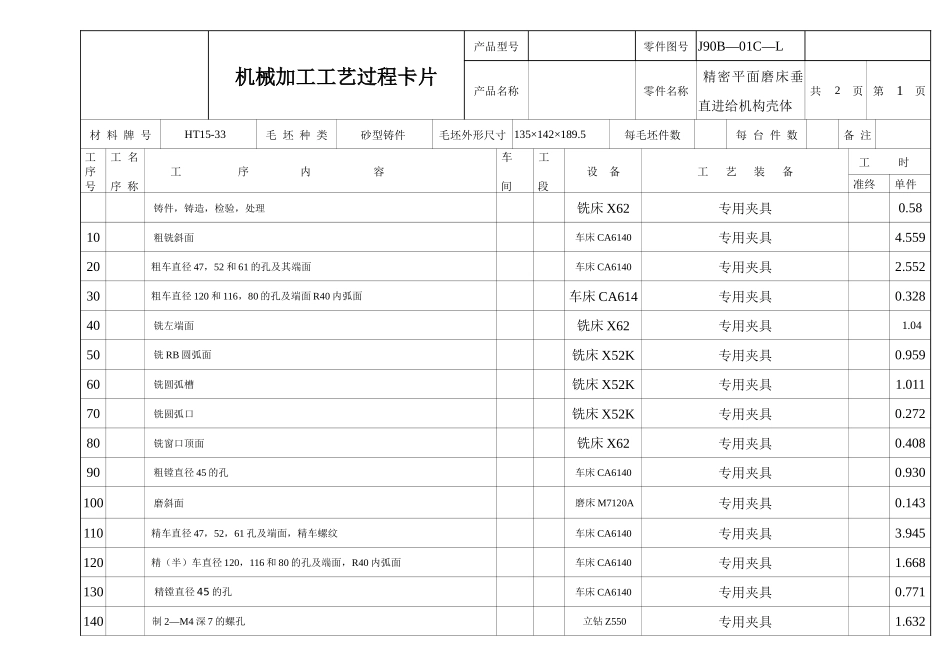
机械加工工艺过程卡片产品型号零件图号 J90B—01C—L产品名称 零件名称 精密平面磨床垂直进给机构壳体共2 页第1 页材 料 牌 号HT15-33 毛 坯 种 类砂型铸件 毛坯外形尺寸 135×142×189
5 每毛坯件数 每 台 件 数 备 注 工 序 号 工 名 序 称 工 序 内 容 车 间 工 段设 备工 艺 装 备 工 时 准终 单件 铸件,铸造,检验,处理 铣床 X62专用夹具0
5810 粗铣斜面 车床 CA6140专用夹具4
55920粗车直径 47,52 和 61 的孔及其端面 车床 CA6140专用夹具2
55230 粗车直径 120 和 116,80 的孔及端面 R40 内弧面 车床 CA614专用夹具0
32840 铣左端面 铣床 X62专用夹具 1
0450 铣 RB 圆弧面 铣床 X52K 专用夹具0
95960 铣圆弧槽 铣床 X52K 专用夹具1
01170 铣圆弧口 铣床 X52K 专用夹具0
27280 铣窗口顶面 铣床 X62 专用夹具0
40890 粗镗直径 45 的孔 车床 CA6140 专用夹具0
930100 磨斜面 磨床 M7120A专用夹具0
143110 精车直径 47,52,61 孔及端面,精车螺纹 车床 CA6140 专用夹具3
945120 精(半)车直径 120,116 和 80 的孔及端面,R40 内弧面 车床 CA6140 专用夹具1
668130 精镗直径 45 的孔车床 CA6140专用夹具0
771140 制 2—M4 深 7 的螺孔 立钻 Z550专用夹具1
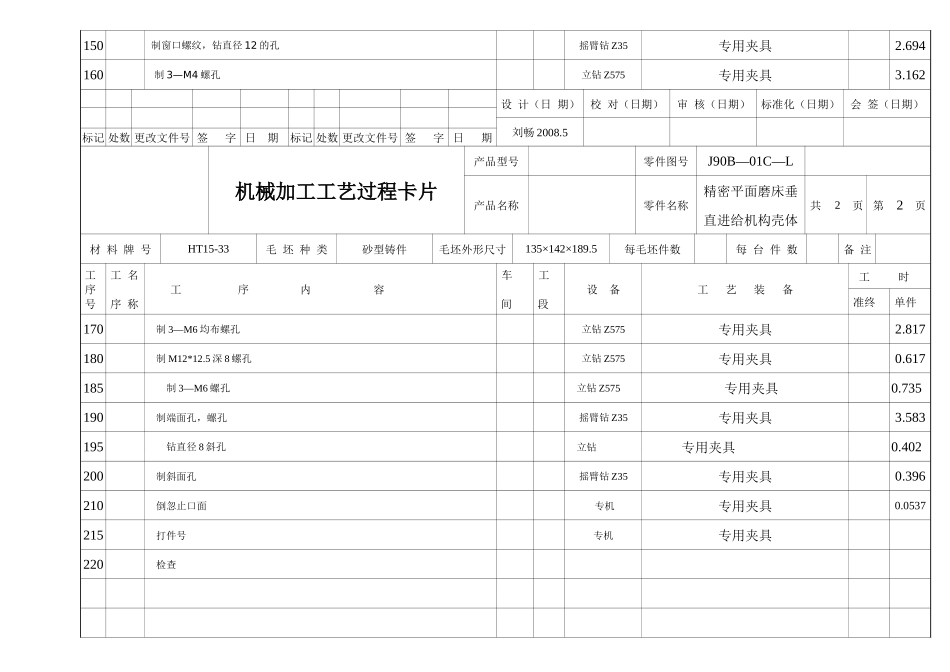
632150 制窗口螺纹,钻直径 12 的孔 摇臂钻 Z35 专用夹具2
694160 制 3—M4 螺孔 立钻 Z575 专用夹具3
162 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)刘畅 2008