工艺才册碳钢工艺1
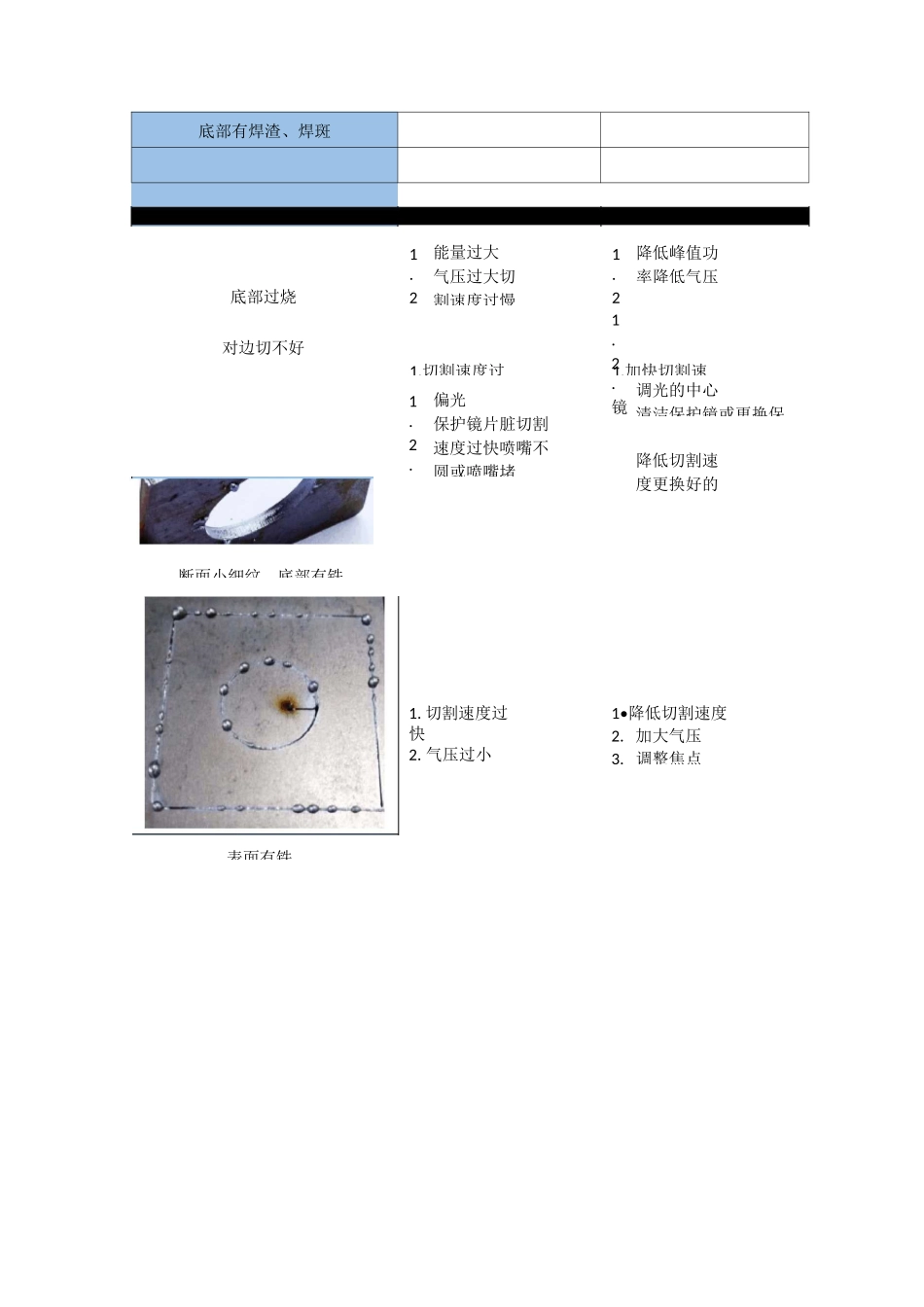
2能量过大气压过大切割速度过慢1
2降低峰值功率降低气压1
偏光保护镜片脏切割速度过快喷嘴不圆或喷嘴堵1
镜3调光的中心清洁保护镜或更换保降低切割速度更换好的1
切割速度过1
加快切割速1•降低切割速度2
调整焦点底部有焊渣、焊斑底部过烧对边切不好断面小细纹,底部有铁表面有铁1
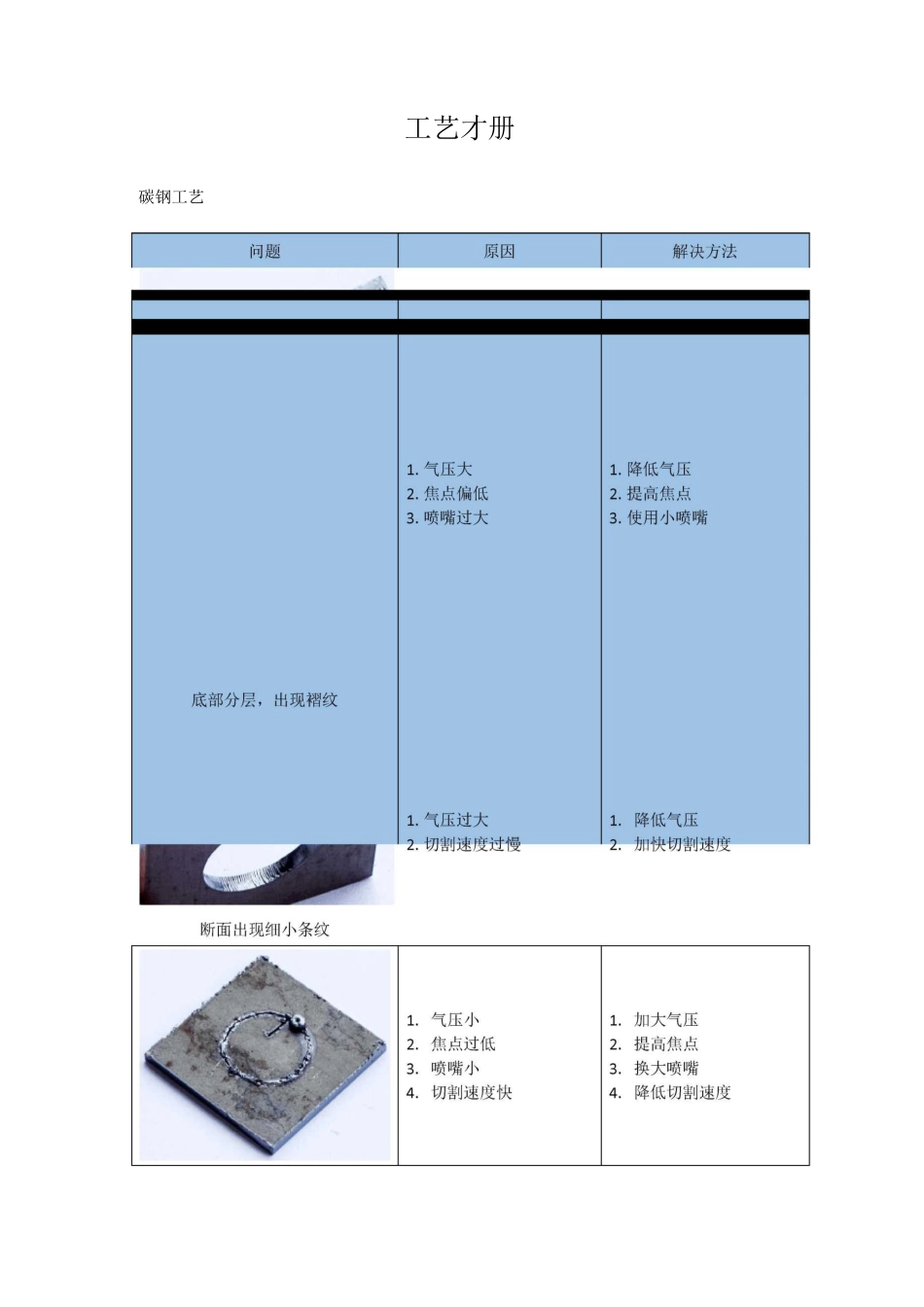
切割速度过快2
气压过小不锈钢工艺问题原因解决方法断面粗糙,切割过程中切缝冒蓝光1
检查光的中心2
清洁或更换保护镜3
更换好的喷嘴1
偏光2•保护镜片脏3
同轴不好单边转角挂渣1•保护镜片脏1
更换保护镜片切缝变宽1
切割速度过快3
起刀没设置好1
提高焦点2•降低切割速度3
起刀用慢起点或使用在引线起点加圆孔引入1
穿孔频率太高2
打孔功率太出光爆1
穿孔频率太高2
穿孔功率太1
降低频率,每次 10%2
降低占空比,每次 1%-2%3
降低气压,每次 0
降低频率,每次 10%2
降低占空比,每次 1%-2%3
降低气压,每次 0
增加打孔时间,每次0
增加打孔功率,每次5%3
增加占空比,每次1%-2%4
使用慢速起刀1
打孔时间不足断面发黄1
气管里有空气或氧气3
氮气纯度要求 99
检查延时碳钢穿孔工艺问^题原因I 解^决方^法穿孔过程中爆孔穿孔结束开始切割爆孔A如上图所示,是在一开始三级穿孔的时候就爆孔
首先选择厚板,处理办法如下1
检查穿孔气压是否超标,一般穿孔气压在 0
04mpa-0
15mpa2
检查喷嘴高度,爆破高度一般在 12mm—20mm 之间3•加长渐进时间和穿孔停留时间是减缓穿孔速度的最直接方法4•降低穿孔频率或穿孔占空比可以处理爆孔,频率一般50HZ-1000H 乙占空比 3