压 力 管 道 热 处 理 规 程精品文档收集于网络,如有侵权请联系管理员删除压力管道热处理规程1 目的及适用范围1
1 为了保证压力管道热处理质量,指导现场施工,特制定本工艺
2 本规程适用于压力管道焊接、弯曲和成形后的热处理
2 热处理工艺2
1 弯曲和成形后的热处理2
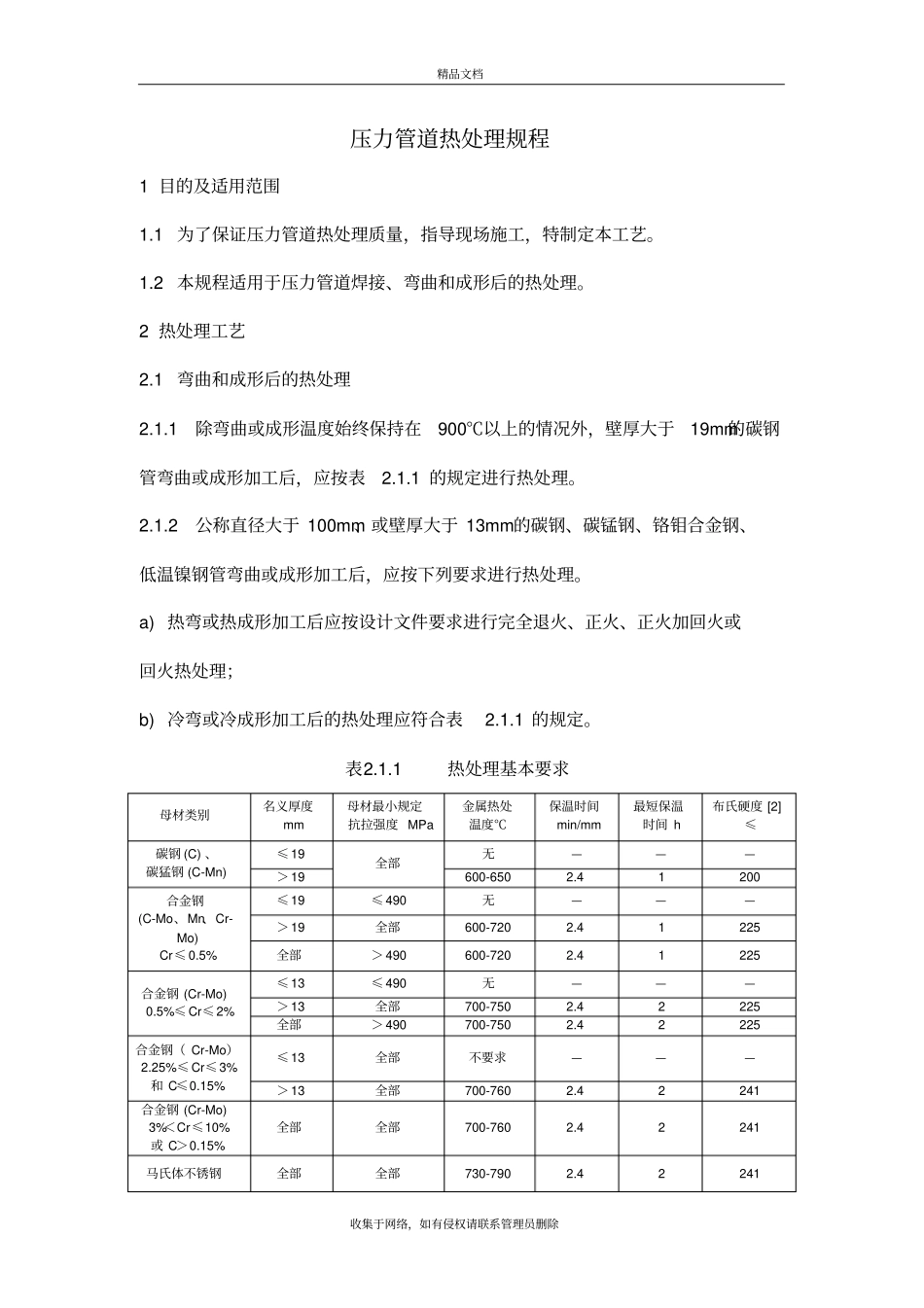
1 除弯曲或成形温度始终保持在900℃以上的情况外,壁厚大于19mm的碳钢管弯曲或成形加工后,应按表2
1 的规定进行热处理
2 公称直径大于 100mm、或壁厚大于 13mm 的碳钢、碳锰钢、铬钼合金钢、低温镍钢管弯曲或成形加工后,应按下列要求进行热处理
a) 热弯或热成形加工后应按设计文件要求进行完全退火、正火、正火加回火或回火热处理;b) 冷弯或冷成形加工后的热处理应符合表2
1 热处理基本要求母材类别名义厚度mm 母材最小规定抗拉强度 MPa 金属热处温度℃保温时间min/mm 最短保温时间 h 布氏硬度 [2] ≤碳钢 (C) 、碳猛钢 (C-Mn) ≤ 19 全部无———> 19 600-650 2
4 1 200 合金钢(C-Mo、Mn、Cr-Mo) Cr≤ 0
5% ≤ 19 ≤ 490 无———> 19 全部600-720 2
4 1 225 全部> 490 600-720 2
4 1 225 合金钢 (Cr-Mo) 0
5%≤ Cr≤ 2% ≤ 13 ≤ 490 无———> 13 全部700-750 2
4 2 225 全部> 490 700-750 2
4 2 225 合金钢( Cr-Mo)2
25%≤ Cr≤ 3% 和 C≤0
15% ≤ 13 全部不要求———> 13 全部700-760 2
4 2 241 合金钢 (Cr-Mo) 3%<Cr≤10% 或 C>0
15% 全部全部700-760 2
4 2 241 马氏体不锈钢全部全