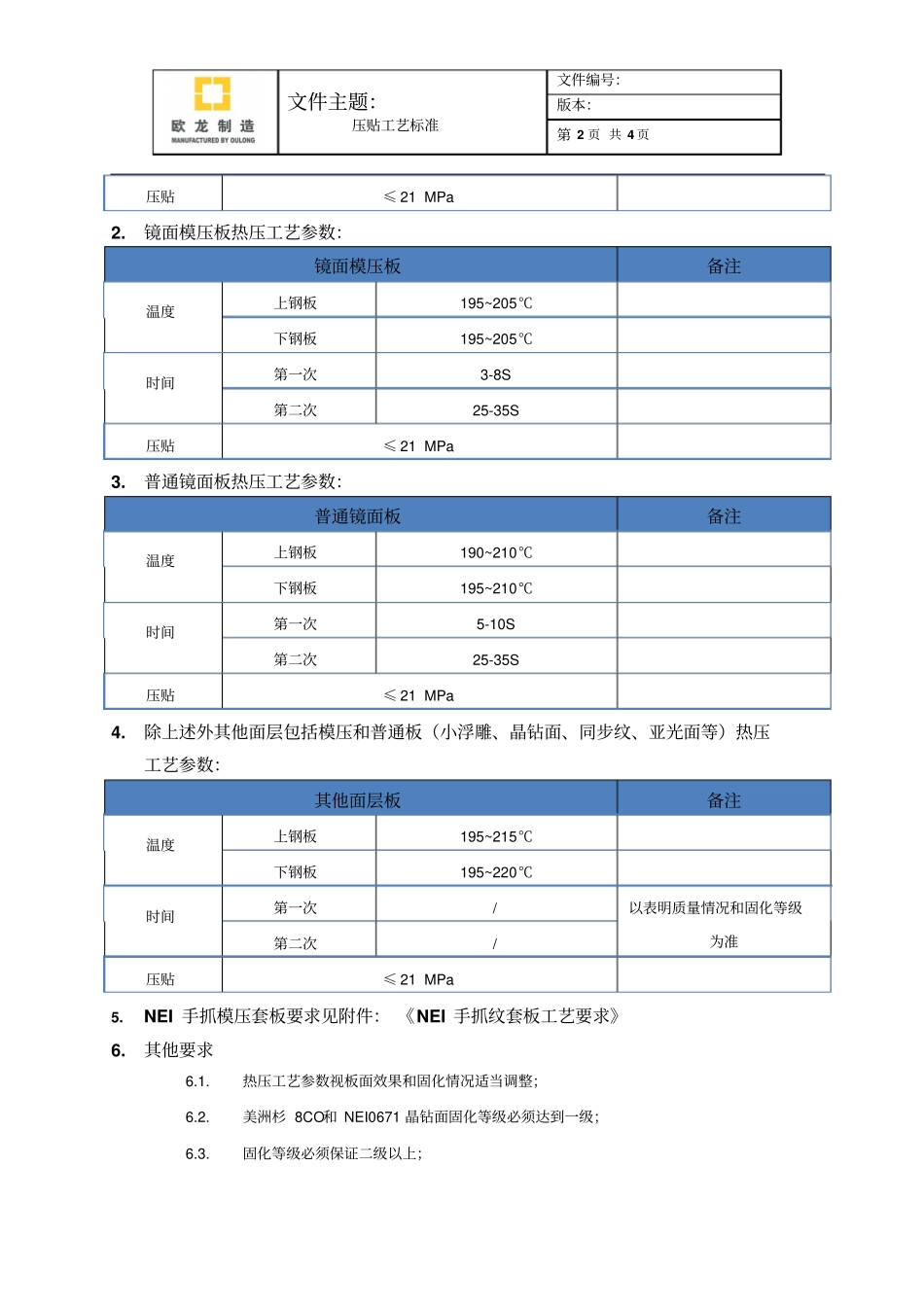
文件主题:压贴工艺标准文件编号:版本:第 1 页 共 4 页清理基材板面铺放三纸一材,板材定位使用专用工具将表面刮平送料小车将三纸一材送入压机上下钢板之送料小车退出在出板边使用专用的工具将板推向靠山压机下降加压、 保压使板边紧贴靠山保压时间到,卸压、压机上升推出压贴板板面检查凉板架降温码堆,加放识卡或流转单一、目的 :规范压贴时工艺参数,操作流程及作业标准,使其提高压贴产量和质量
二、工作职责:1、 作业员:依据操作流程按照操作要点进行规范操作2、 巡检:负责对品质进行产品的品质进行检查,工艺参数的设定及报表的填写进行稽核;3、 班长 &车间主任:负责对工艺参数进行设定,产品的品质进行控制监督三、操作流程:四、压贴工艺:1
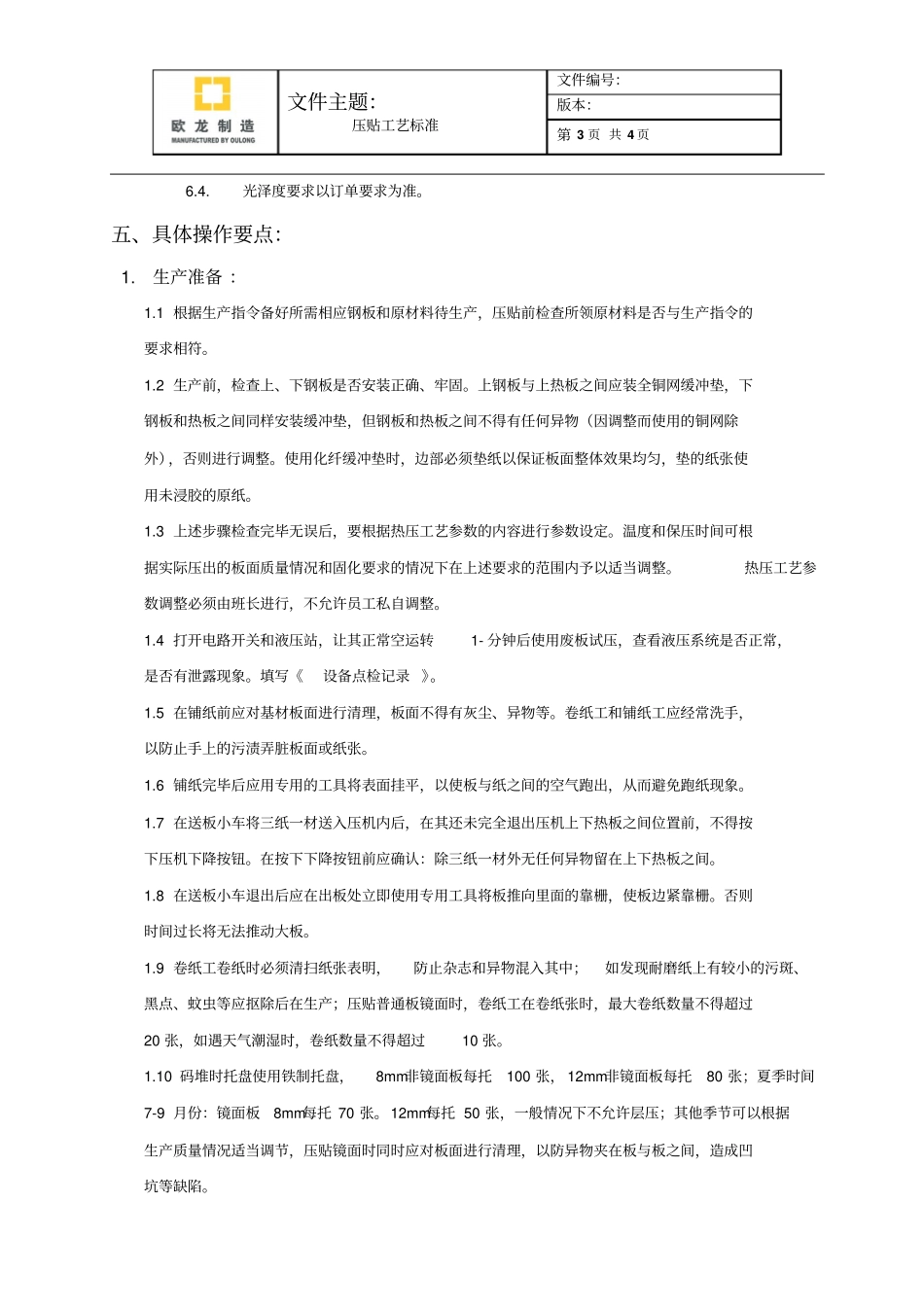
手抓纹(手抓模压)手抓纹(手抓模压)备注温度上钢板185~200℃下钢板190~205℃时间第一次3-8S如果需要里两次压贴第二次28-35S文件主题:压贴工艺标准文件编号:版本:第 2 页 共 4 页压贴≤ 21 MPa2
镜面模压板热压工艺参数:镜面模压板备注温度上钢板195~205℃下钢板195~205℃时间第一次3-8S第二次25-35S压贴≤ 21 MPa3
普通镜面板热压工艺参数:普通镜面板备注温度上钢板190~210℃下钢板195~210℃时间第一次5-10S第二次25-35S压贴≤ 21 MPa4
除上述外其他面层包括模压和普通板(小浮雕、晶钻面、同步纹、亚光面等)热压工艺参数:其他面层板备注温度上钢板195~215℃下钢板195~220℃时间第一次/ 以表明质量情况和固化等级为准第二次/ 压贴≤ 21 MPa5
NEI 手抓模压套板要求见附件: 《NEI 手抓纹套板工艺要求》6
热压工艺参数视板面效果和固化情况适当调整;6
美洲杉 8CO和 NEI0671 晶钻面固化等级必须达到一级;6
固化等级必须保证二级以上