压铸件的尺寸精度2
1 压铸件尺寸公关的标准GB6414-86《铸件尺寸公差》中规定了压力铸造生产的各种铸造金属及合金铸件的尺寸公差
此项国家标准等效采用ISO8062-1984《铸件尺寸公差制》
铸件尺寸公差的代号为CT
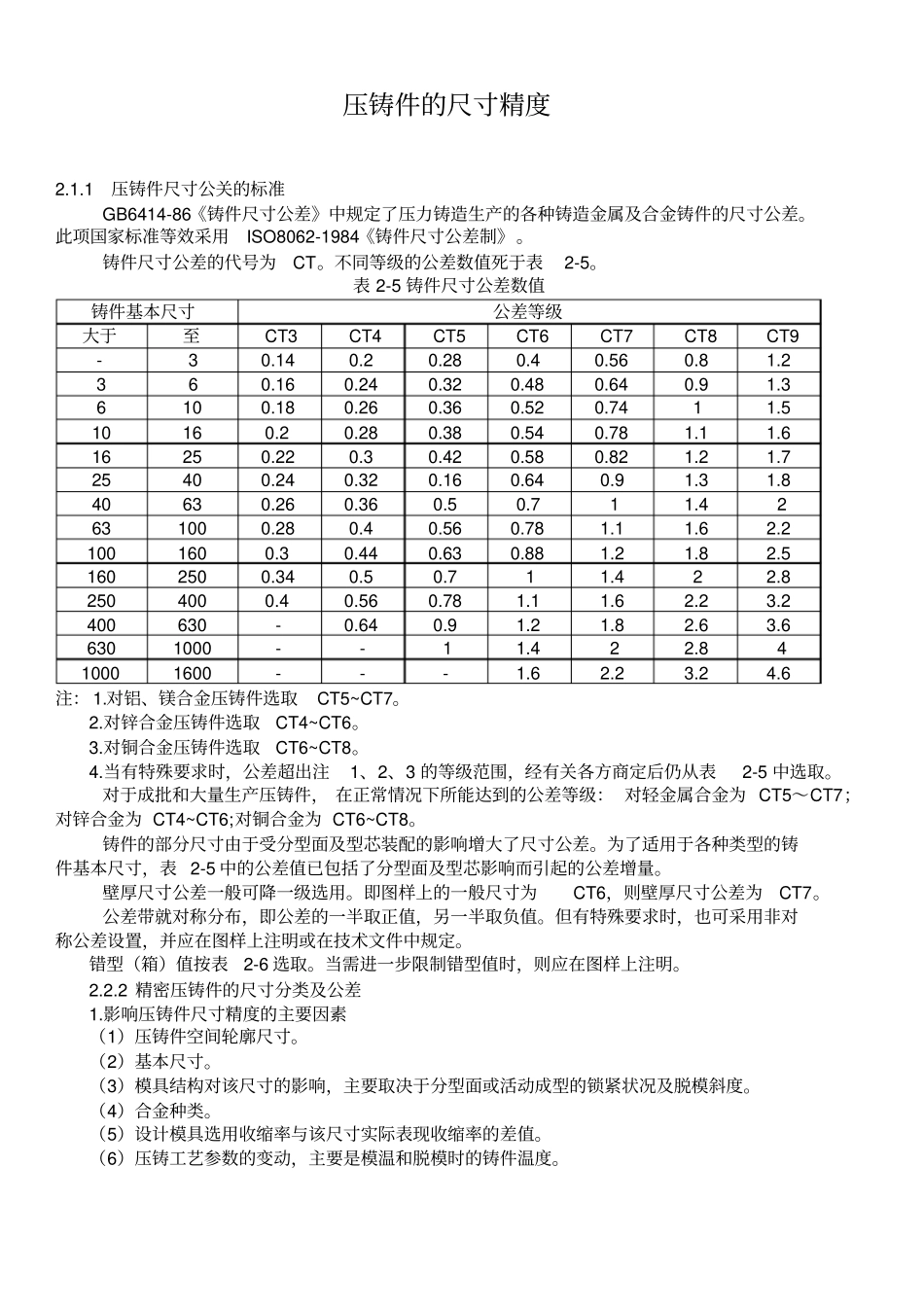
不同等级的公差数值死于表2-5
表 2-5 铸件尺寸公差数值大于至CT3CT4CT5CT6CT7CT8CT9-30
510160
616250
725400
840630
42631000
21001600
51602500
82504000
2400630-0
66301000--11
8410001600---1
6公差等级铸件基本尺寸注: 1
对铝、镁合金压铸件选取CT5~CT7
对锌合金压铸件选取CT4~CT6
对铜合金压铸件选取CT6~CT8
当有特殊要求时,公差超出注1、2、3 的等级范围,经有关各方商定后仍从表2-5 中选取
对于成批和大量生产压铸件, 在正常情况下所能达到的公差等级: 对轻金属合金为 CT5~CT7;对锌合金为 CT4~CT6;对铜合金为 CT6~CT8
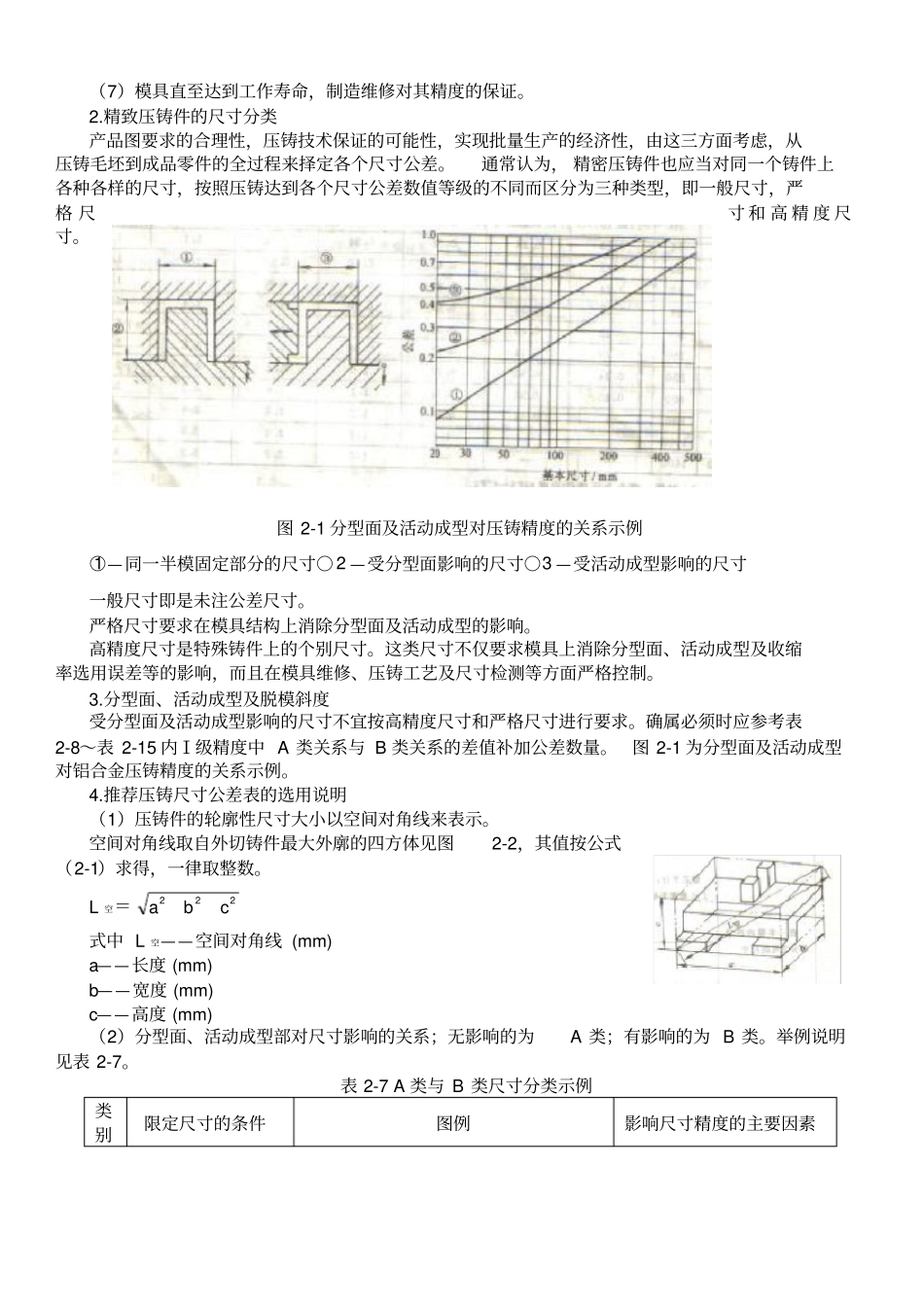
铸件的部分尺寸由于受分型面及型芯装配的影响增大了尺寸公差
为了适用于各种类型的铸件基本尺寸,表 2-5 中的公差值已包括了分型面及型芯影响