压铸件的结构要素3
1 壁厚压铸件的合理壁厚取决于铸件的具体结构、合金性能和压铸工艺等许多因素,为了满足各方面的要求,以正常、均匀壁厚为佳
大面积的薄壁成型比较困难;壁厚过大或严重不均匀则易产生缩陷及裂纹
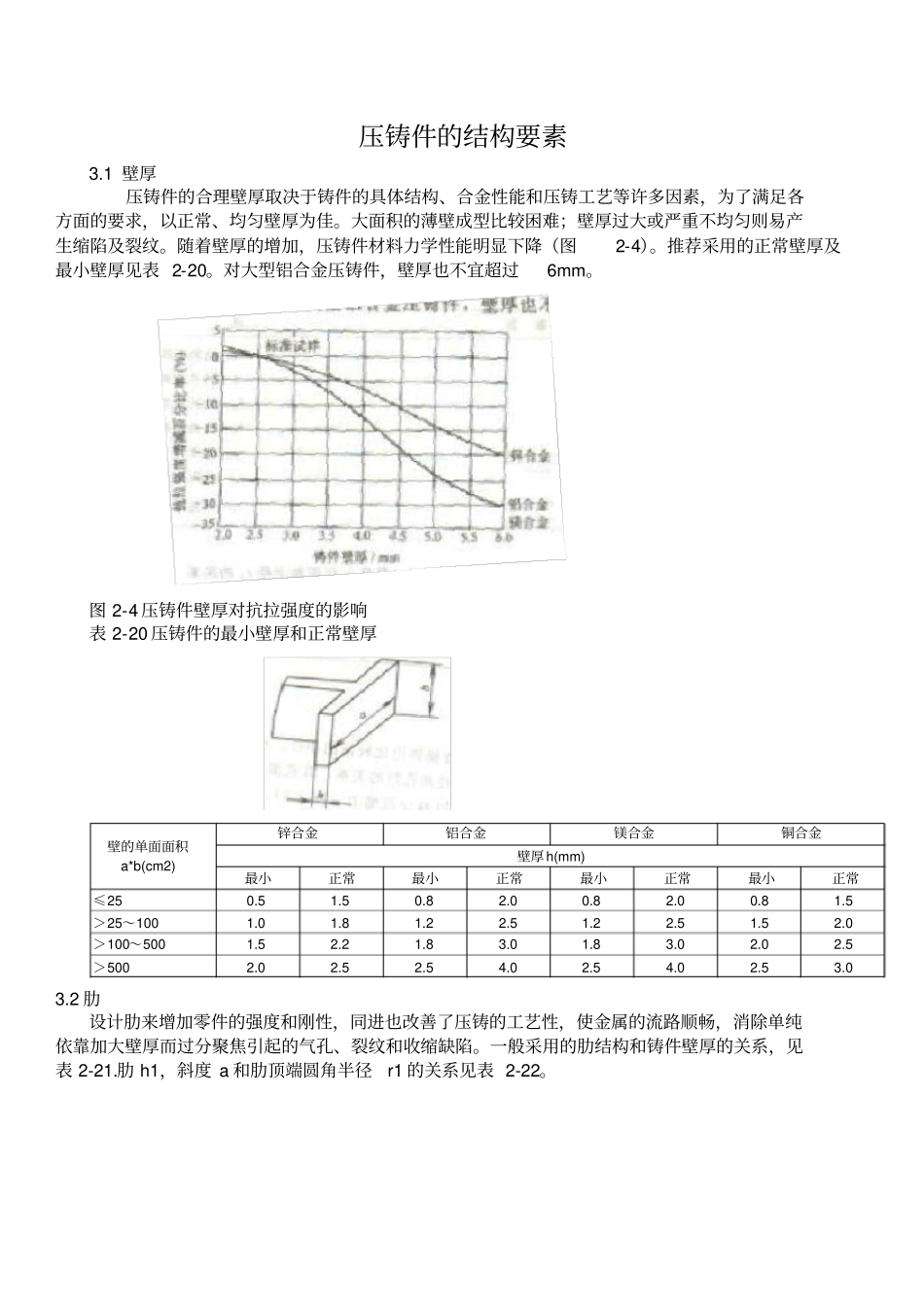
随着壁厚的增加,压铸件材料力学性能明显下降(图2-4)
推荐采用的正常壁厚及最小壁厚见表 2-20
对大型铝合金压铸件,壁厚也不宜超过6mm
图 2-4 压铸件壁厚对抗拉强度的影响表 2-20 压铸件的最小壁厚和正常壁厚最小正常最小正常最小正常最小正常≤250
5>25~1001
0>100~5001
5>5002
0壁的单面面积a*b(cm2)壁厚h(mm)锌合金铝合金镁合金铜合金3
2 肋设计肋来增加零件的强度和刚性,同进也改善了压铸的工艺性,使金属的流路顺畅,消除单纯依靠加大壁厚而过分聚焦引起的气孔、裂纹和收缩缺陷
一般采用的肋结构和铸件壁厚的关系,见表 2-21
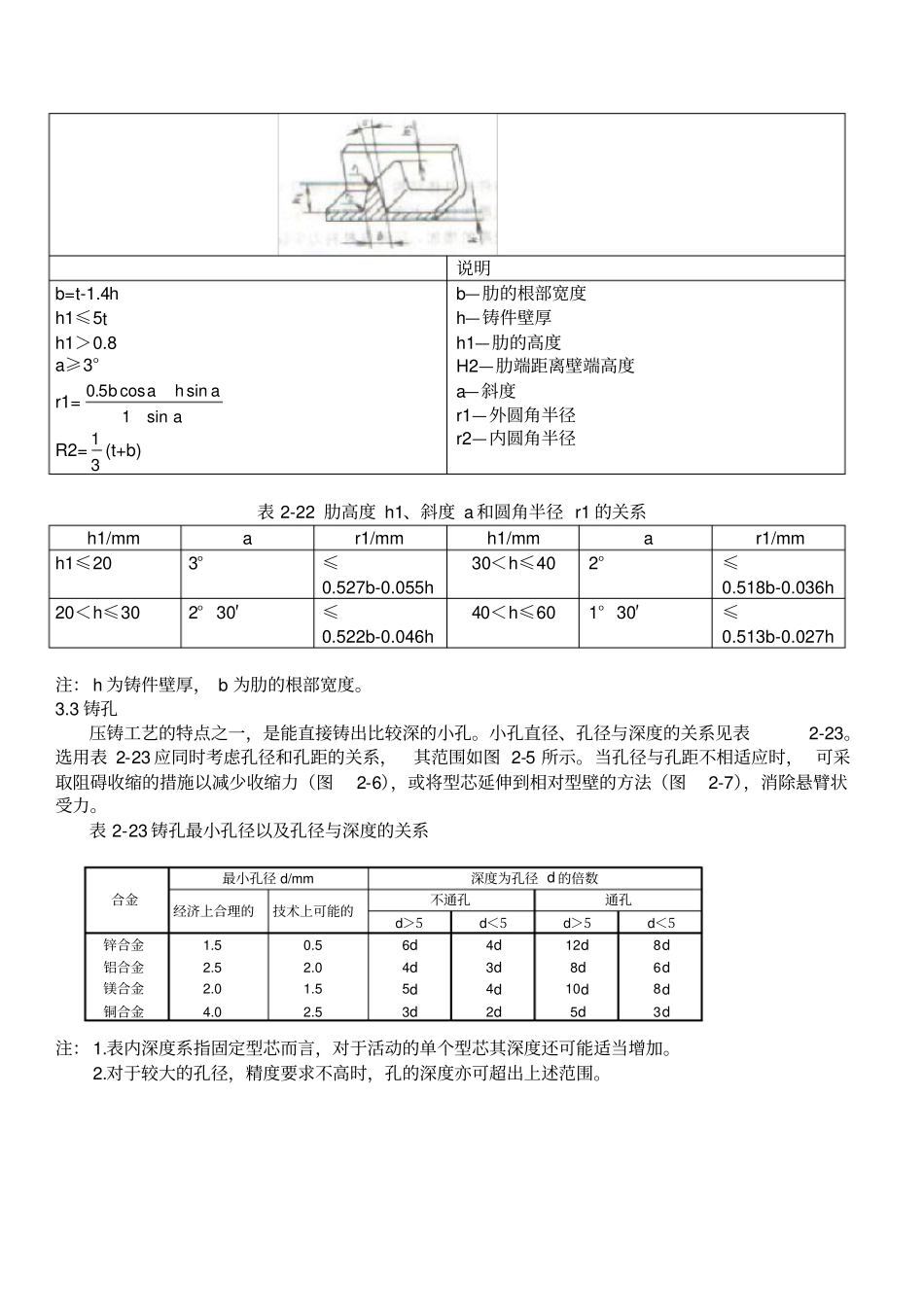
肋 h1,斜度 a 和肋顶端圆角半径r1 的关系见表 2-22
说明b=t-1
4h h1≤5t h1>0
8 a≥3°r1=aahabsin1sincos5
0R2=31 (t+b) b—肋的根部宽度h—铸件壁厚h1—肋的高度H2—肋端距离壁端高度a—斜度r1—外圆角半径r2—内圆角半径表 2-22 肋高度 h1、斜度 a 和圆角半径 r1 的关系h1/mm a r1/mm h1/mm a r1/mm h1≤203°≤0
527b-0
055h 30<h≤402°≤0
518b-0
036h 20<h≤302° 30′≤0
522b-0
046h 40<h≤601° 30′≤0
513b-0
027h 注: h 为铸件壁厚, b 为肋的根