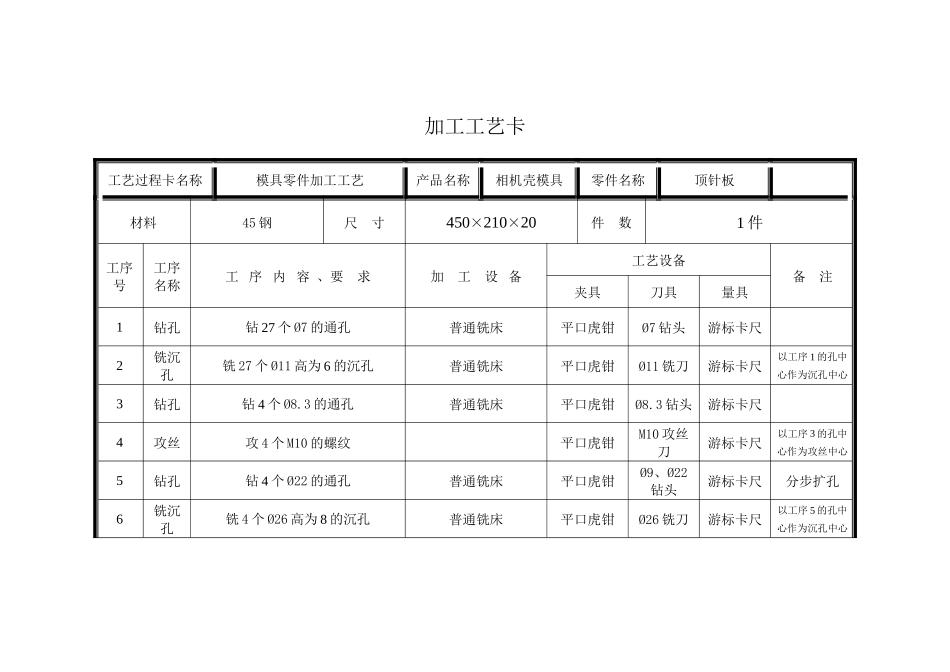
加工工艺卡工艺过程卡名称模具零件加工工艺产品名称相机壳模具零件名称顶针板材料45 钢尺 寸450×210×20件 数1 件工序号工序名称工 序 内 容 、要 求加 工 设 备工艺设备备 注夹具刀具量具1钻孔钻 27 个 Ø7 的通孔普通铣床平口虎钳Ø7 钻头游标卡尺2铣沉孔铣 27 个 Ø11 高为 6 的沉孔普通铣床平口虎钳Ø11 铣刀游标卡尺以工序 1 的孔中心作为沉孔中心3钻孔钻 4 个 Ø8
3 的通孔普通铣床平口虎钳Ø8
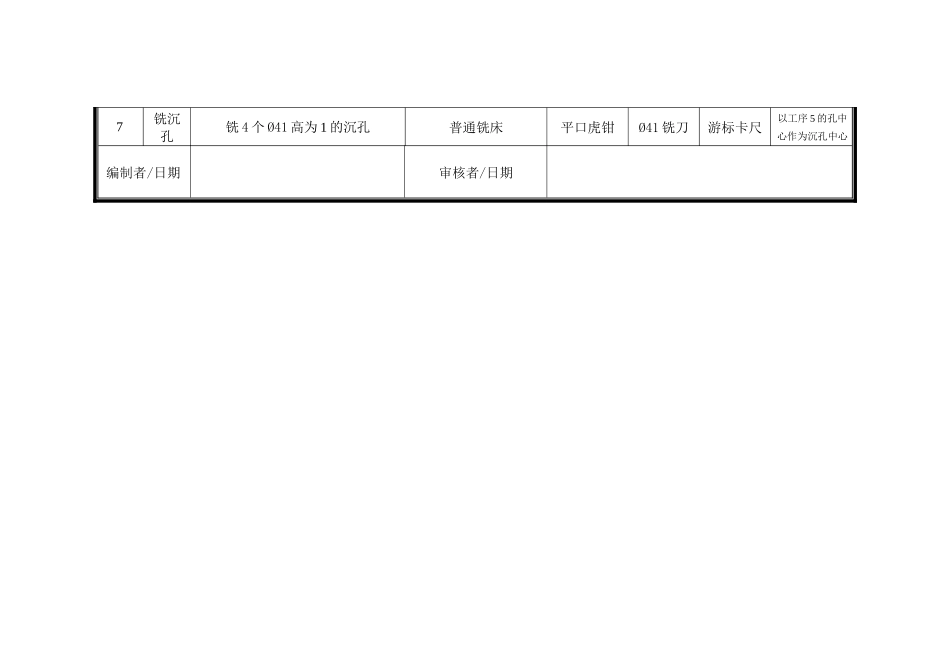
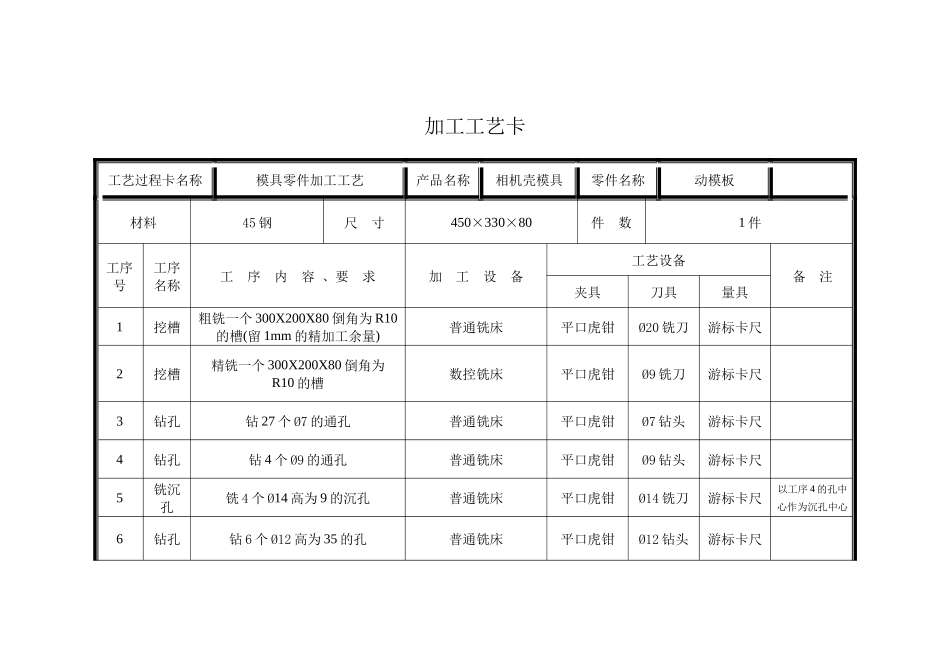
3 钻头游标卡尺 4攻丝攻 4 个 M10 的螺纹平口虎钳M10 攻丝刀游标卡尺以工序 3 的孔中心作为攻丝中心5钻孔钻 4 个 Ø22 的通孔普通铣床平口虎钳Ø9、Ø22钻头游标卡尺分步扩孔6铣沉孔铣 4 个 Ø26 高为 8 的沉孔普通铣床平口虎钳Ø26 铣刀游标卡尺以工序 5 的孔中心作为沉孔中心7铣沉孔铣 4 个 Ø41 高为 1 的沉孔普通铣床平口虎钳Ø41 铣刀游标卡尺以工序 5 的孔中心作为沉孔中心编制者/日期审核者/日期加工工艺卡工艺过程卡名称模具零件加工工艺产品名称相机壳模具零件名称动模板材料45 钢尺 寸450×330×80件 数1 件工序号工序名称工 序 内 容 、要 求加 工 设 备工艺设备备 注夹具刀具量具1挖槽粗铣一个 300X200X80 倒角为 R10的槽(留 1mm 的精加工余量)普通铣床平口虎钳Ø20 铣刀游标卡尺2挖槽精铣一个 300X200X80 倒角为 R10 的槽数控铣床平口虎钳Ø9 铣刀游标卡尺3钻孔钻 27 个 Ø7 的通孔普通铣床平口虎钳Ø7 钻头游标卡尺4钻孔钻 4 个 Ø9 的通孔普通铣床平口虎钳Ø9 钻头游标卡尺5铣沉孔铣 4 个 Ø14 高为 9 的沉孔普通铣床平口虎钳Ø14 铣刀游标卡尺以工序 4 的孔中心作为沉孔中心6钻孔钻 6 个 Ø12 高为 35 的孔普通铣床平口虎钳Ø12 钻头