课程名称: CNC 编 程 讲 义 学员姓名: 授课教师: 报名日期: 咨询热线:0512-5032 9110 QQ:70 500 6685学习网址:www
keithda
cn 邮箱:keithda@163
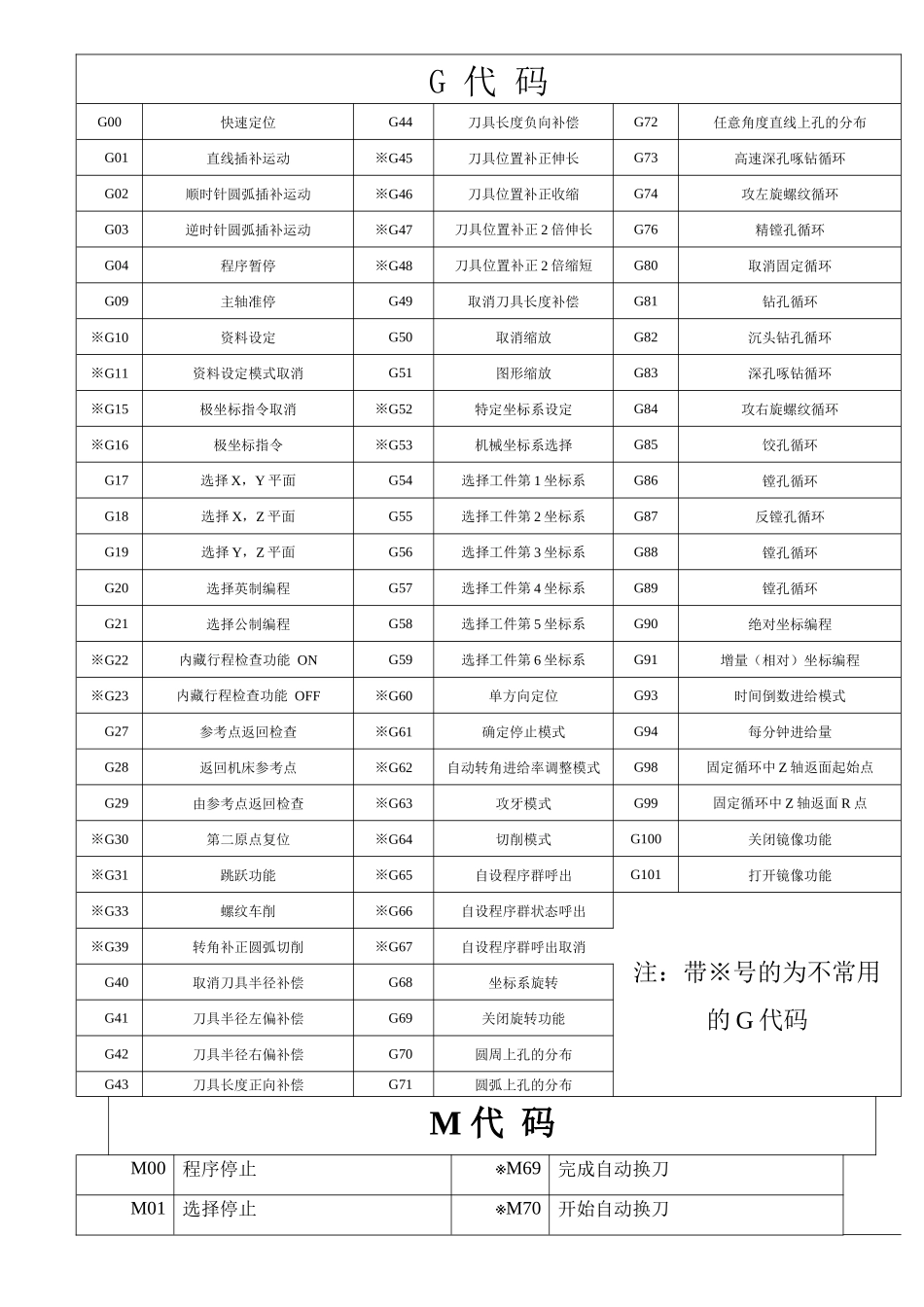
com地址:昆山市陆家镇友谊路 146 号(美高美国际酒店斜对面)G 代 码G00快速定位G44刀具长度负向补偿G72任意角度直线上孔的分布G01直线插补运动※G45刀具位置补正伸长G73高速深孔啄钻循环G02顺时针圆弧插补运动※G46刀具位置补正收缩G74攻左旋螺纹循环G03逆时针圆弧插补运动※G47刀具位置补正 2 倍伸长G76精镗孔循环G04程序暂停※G48刀具位置补正 2 倍缩短G80取消固定循环G09主轴准停G49取消刀具长度补偿G81钻孔循环※G10资料设定G50取消缩放G82沉头钻孔循环※G11资料设定模式取消G51图形缩放G83深孔啄钻循环※G15极坐标指令取消※G52特定坐标系设定G84攻右旋螺纹循环※G16极坐标指令※G53机械坐标系选择G85饺孔循环G17选择 X,Y 平面G54选择工件第 1 坐标系G86镗孔循环G18选择 X,Z 平面G55选择工件第 2 坐标系G87反镗孔循环G19选择 Y,Z 平面G56选择工件第 3 坐标系G88镗孔循环G20选择英制编程G57选择工件第 4 坐标系G89镗孔循环G21选择公制编程G58选择工件第 5 坐标系G90绝对坐标编程※G22内藏行程检查功能 ONG59选择工件第 6 坐标系G91增量(相对)坐标编程※G23内藏行程检查功能 OFF※G60单方向定位G93时间倒数进给模式G27参考点返回检查※G61确定停止模式G94每分钟进给量G28返回机床参考点※G62自动转角进给率调整模式G98固定循环中 Z 轴返面起始点G29由参考点返回检查※G63攻牙模式G99固定循环中 Z 轴返面 R 点※G30第二原