1、当您付费下载文档后,您只拥有了使用权限,并不意味着购买了版权,文档只能用于自身使用,不得用于其他商业用途(如 [转卖]进行直接盈利或[编辑后售卖]进行间接盈利)。2、本站所有内容均由合作方或网友上传,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。3、如文档内容存在违规,或者侵犯商业秘密、侵犯著作权等,请点击“违规举报”。
碎片内容
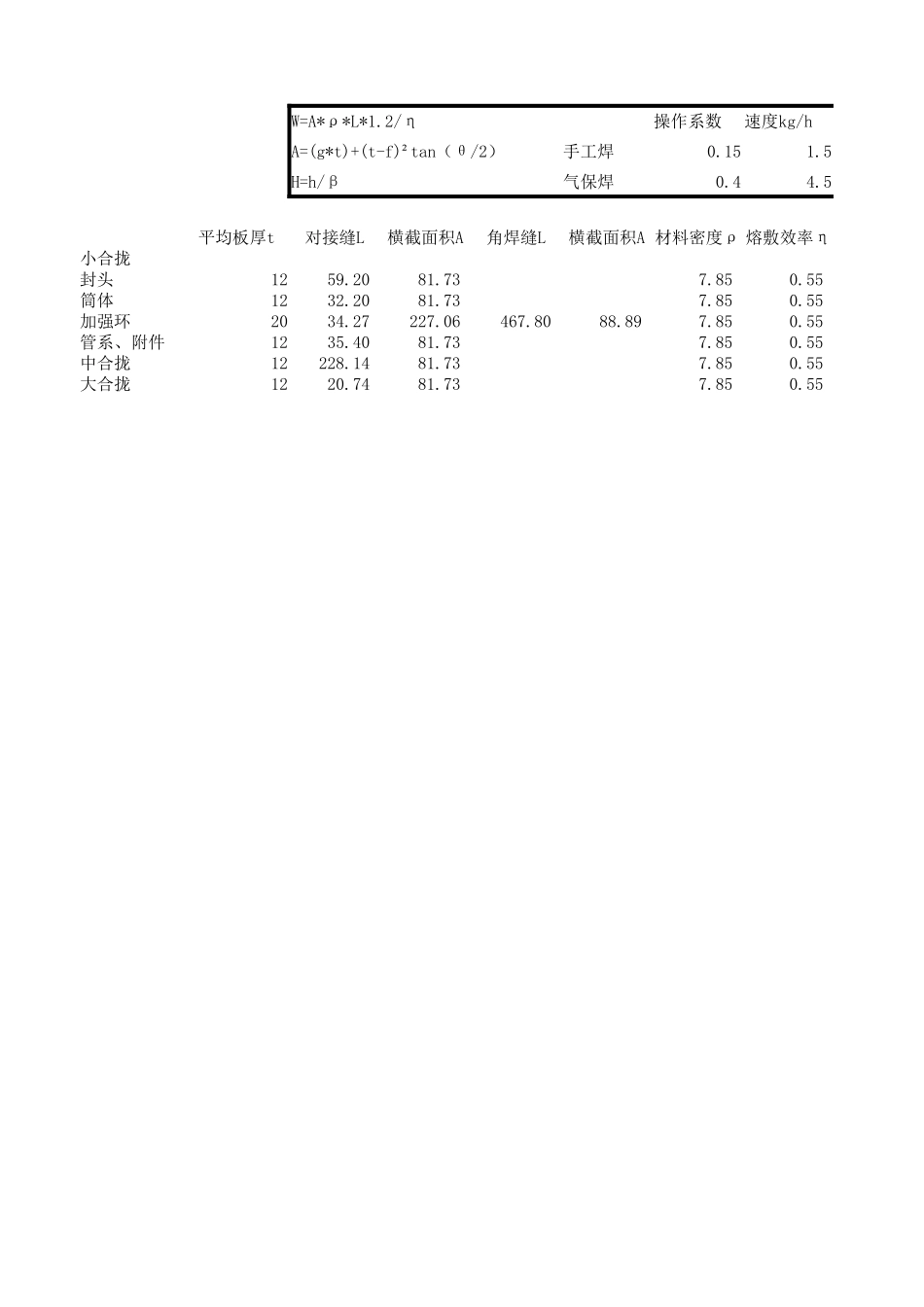
W=A*ρ*L*1
2/η操作系数手工焊0
5H=h/β气保焊0
5小合拢封头1259
55 筒体1232
55 加强环2034
27 227
06 467
55 管系、附件1235
55 中合拢12228
55 大合拢1220
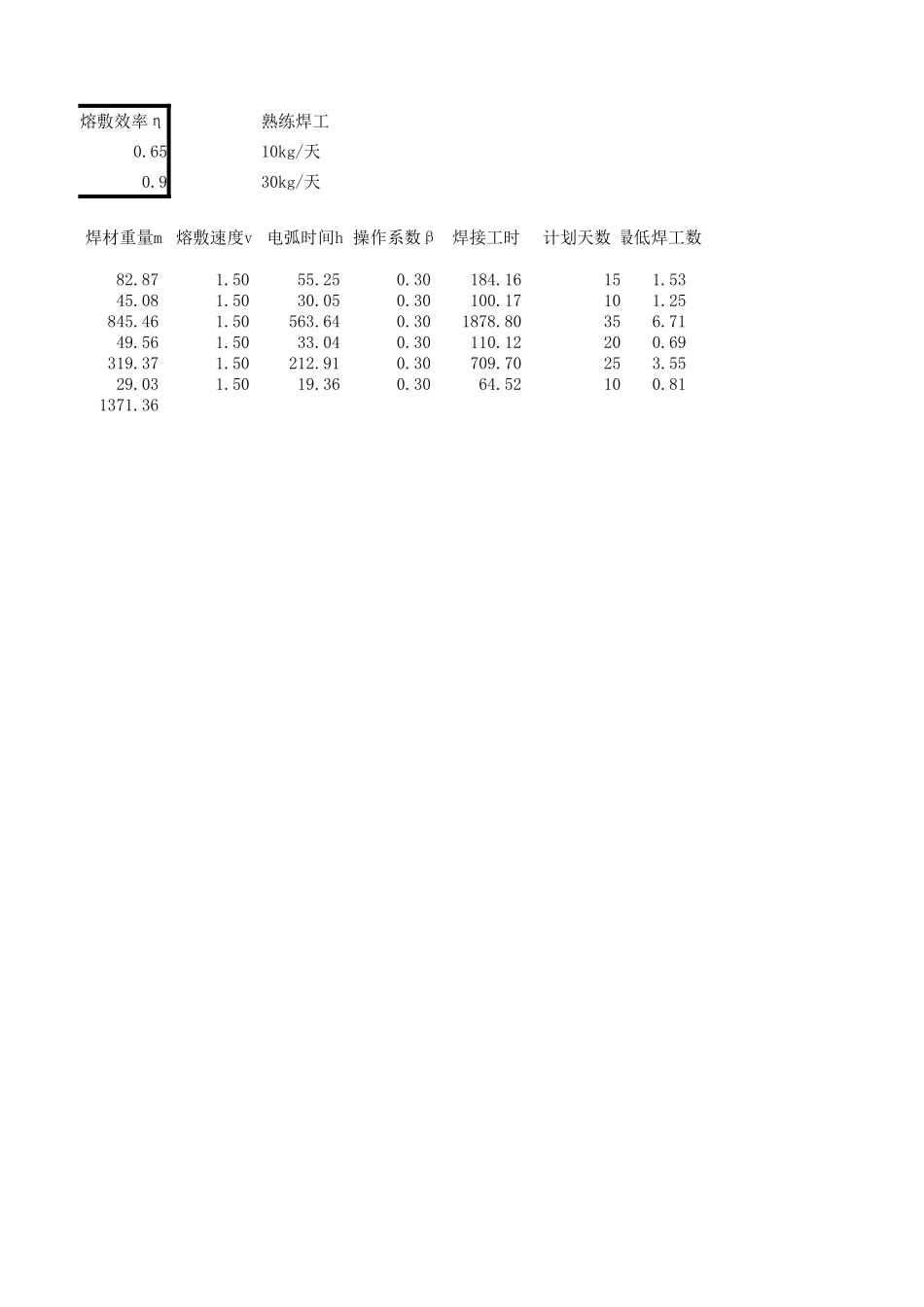
55 速度kg/hA=(g*t)+(t-f)²tan(θ/2)平均板厚t对接缝L横截面积A角焊缝L横截面积A 材料密度ρ 熔敷效率η熟练焊工0
9焊接工时计划天数 最低焊工数82
30 184
16 151
30 100
17 101
25 845
50 563
30 1878
80 356
30 110
12 200
69 319
50 212
30 709
70 253
52 100
81 1371
36 熔敷效率η10kg/天30kg/天焊材重量m熔敷速度v电弧时间h 操作系数β
行业文档