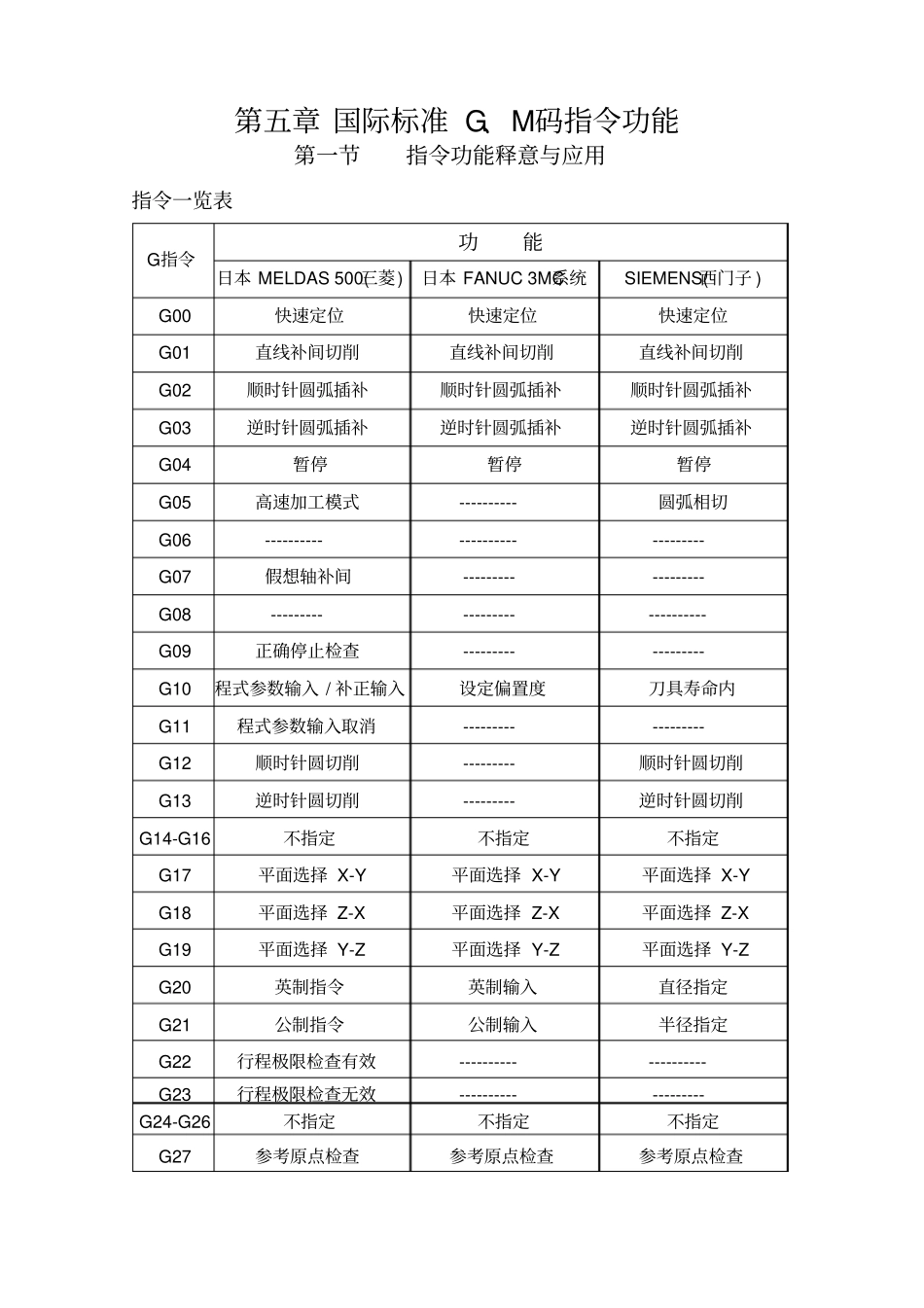
第五章 国际标准 G、M码指令功能第一节指令功能释意与应用指令一览表G指令功能日本 MELDAS 500(三菱)日本 FANUC 3MC系统SIEMENS(西门子 )G00快速定位快速定位快速定位G01直线补间切削直线补间切削直线补间切削G02顺时针圆弧插补顺时针圆弧插补顺时针圆弧插补G03逆时针圆弧插补逆时针圆弧插补逆时针圆弧插补G04暂停暂停暂停G05高速加工模式----------圆弧相切G06-----------------------------G07假想轴补间------------------G08----------------------------G09正确停止检查------------------G10程式参数输入 / 补正输入设定偏置度刀具寿命内G11程式参数输入取消------------------G12顺时针圆切削---------顺时针圆切削G13逆时针圆切削---------逆时针圆切削G14-G16不指定不指定不指定G17平面选择 X-Y平面选择 X-Y平面选择 X-YG18平面选择 Z-X平面选择 Z-X平面选择 Z-XG19平面选择 Y-Z平面选择 Y-Z平面选择 Y-ZG20英制指令英制输入直径指定G21公制指令公制输入半径指定G22行程极限检查有效--------------------G23行程极限检查无效-------------------G24-G26不指定不指定不指定G27参考原点检查参考原点检查参考原点检查G指令功能日本 MELDAS 500(三菱)日本 FANUC 3MC系统SIEMENS(西门子 )G28参考原点复归参考原点复归参考原点复归G29开始点复归开始点复归开始点复归G30第 2~4参考原点复归---------镜射设置G31跳越机能------------------G32--------------