1 塑件工艺分析确定方案设备校核1
1 塑件分析1
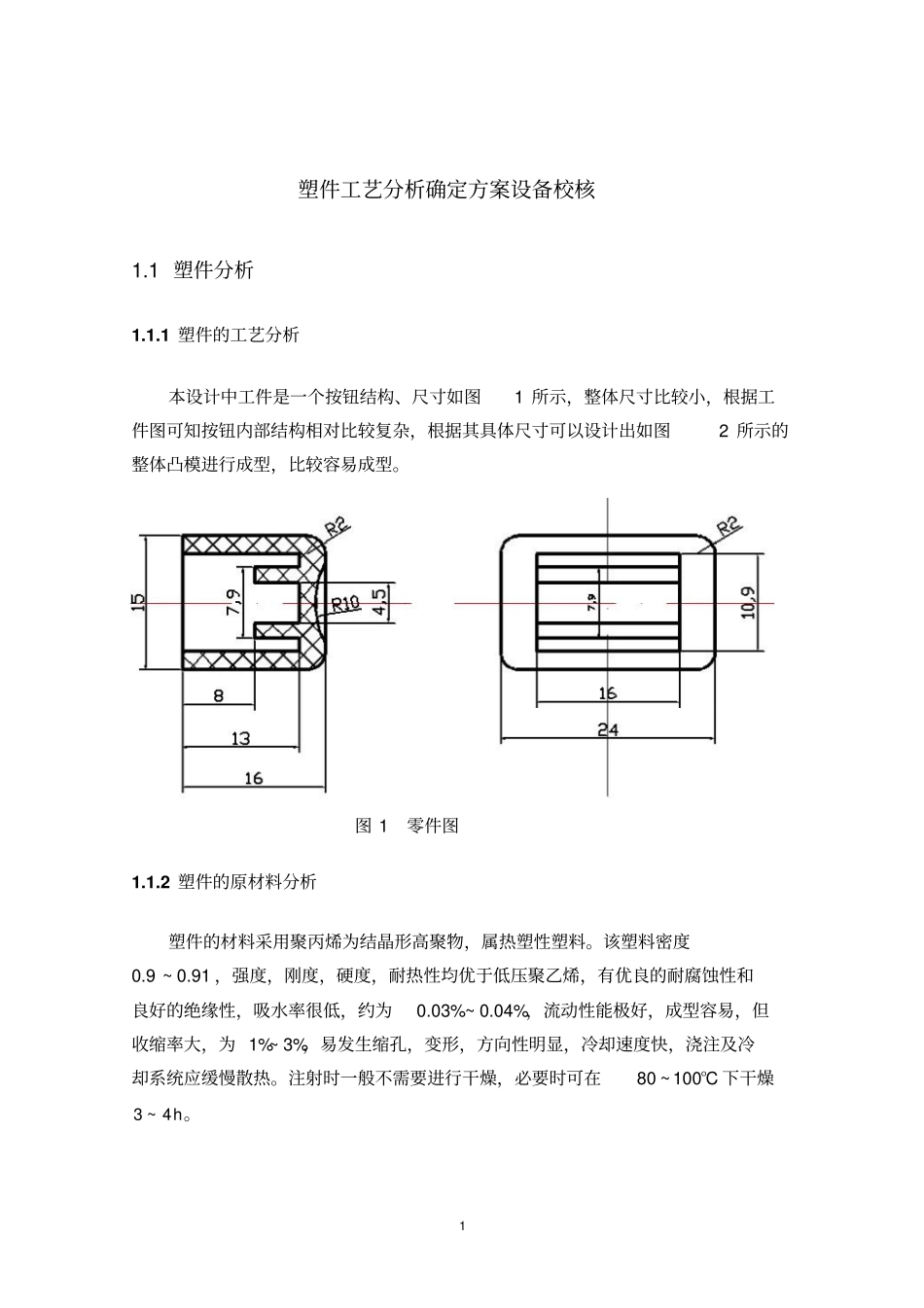
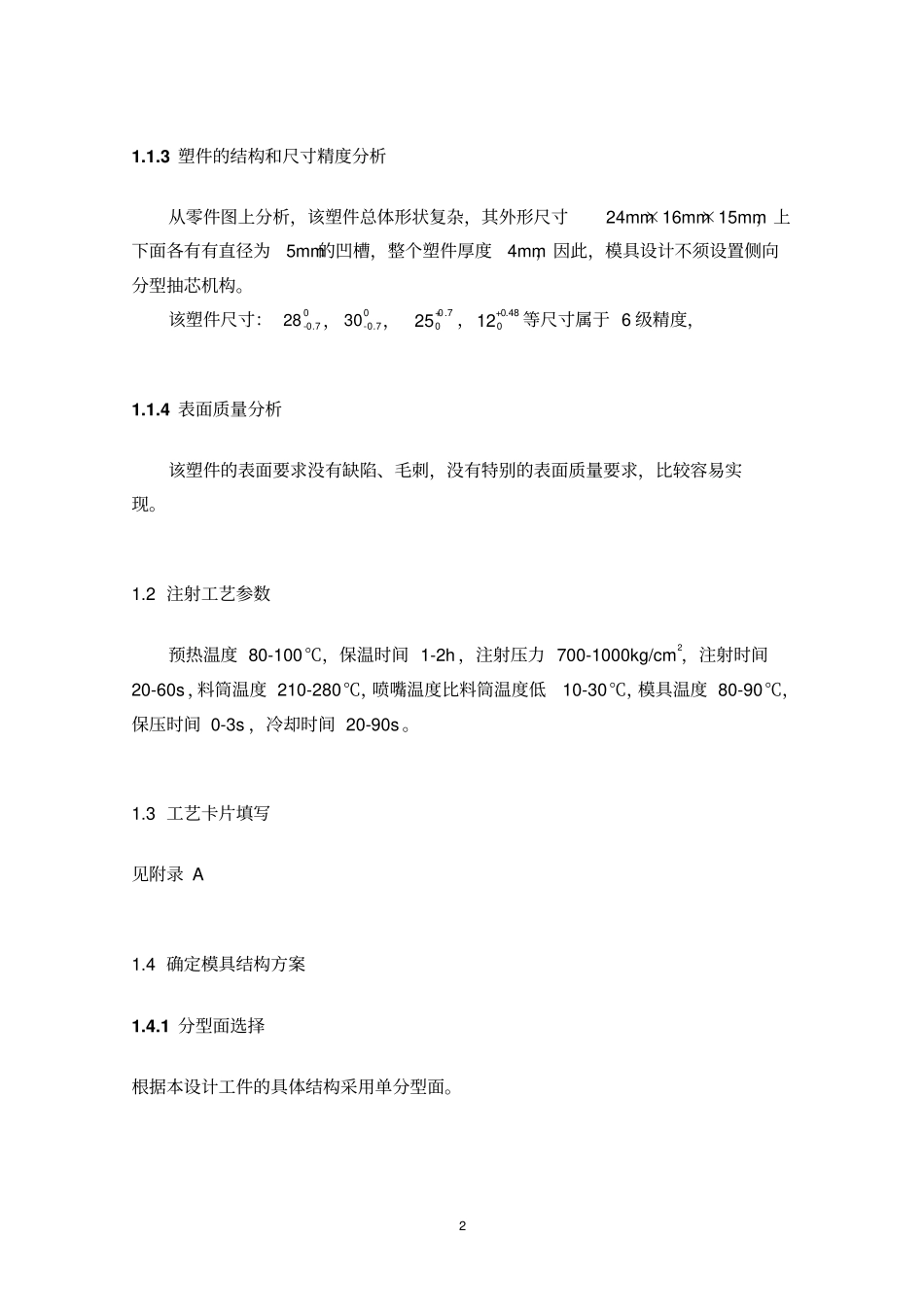
1 塑件的工艺分析本设计中工件是一个按钮结构、尺寸如图1 所示,整体尺寸比较小,根据工件图可知按钮内部结构相对比较复杂,根据其具体尺寸可以设计出如图2 所示的整体凸模进行成型,比较容易成型
图 1 零件图1
2 塑件的原材料分析塑件的材料采用聚丙烯为结晶形高聚物,属热塑性塑料
该塑料密度0
91 ,强度,刚度,硬度,耐热性均优于低压聚乙烯,有优良的耐腐蚀性和良好的绝缘性,吸水率很低,约为0
03%~ 0
04%,流动性能极好,成型容易,但收缩率大,为 1%~ 3%,易发生缩孔,变形,方向性明显,冷却速度快,浇注及冷却系统应缓慢散热
注射时一般不需要进行干燥,必要时可在C°100~80下干燥h4~3
3 塑件的结构和尺寸精度分析从零件图上分析,该塑件总体形状复杂,其外形尺寸24mm×16mm×15mm,上下面各有有直径为5mm的凹槽,整个塑件厚度4mm,因此,模具设计不须设置侧向分型抽芯机构
该塑件尺寸:07
0-28,07
0-30,7
0025+,48
0012+等尺寸属于 6 级精度,1
4 表面质量分析该塑件的表面要求没有缺陷、毛刺,没有特别的表面质量要求,比较容易实现
2 注射工艺参数预热温度 80-100℃,保温时间 1-2h ,注射压力 700-1000kg/cm2,注射时间20-60s ,料筒温度 210-280℃,喷嘴温度比料筒温度低10-30℃,模具温度 80-90℃,保压时间 0-3s ,冷却时间 20-90s
3 工艺卡片填写见附录 A 1
4 确定模具结构方案1
1 分型面选择根据本设计工件的具体结构采用单分型面
2 型腔数目的确定初步计算塑件的体积为38
3764mmVn =,初步估计浇注系统凝料的体积按塑件质量的 0
6 倍计算有31