电脑科技论文:基于 UG 的车载电脑前框模具设计与前模型腔的数控加工摘 要: 以一款车载电脑前框注射模的设计和模具前模的数控加工为例,较为详尽地讲述了运用 UG 软件进行注射模设计和数控加工的工艺和步骤
关键词: 注射模设计 型腔数控加工 工艺和步骤0 引言在 现 代 的 模 具 设 计 生 产 中 , 通 常 运 用Pro/E、UG、Master-CAM 等先进的 CAD/CAM 软件先进行产品的 3D 图形设计,然后根据产品的特点设计模具结构,前模具型腔、分模面,生成模具型腔实体图、工程图,最后根据模具型腔的特点,拟定数控加工工艺,进行数控编程和加工
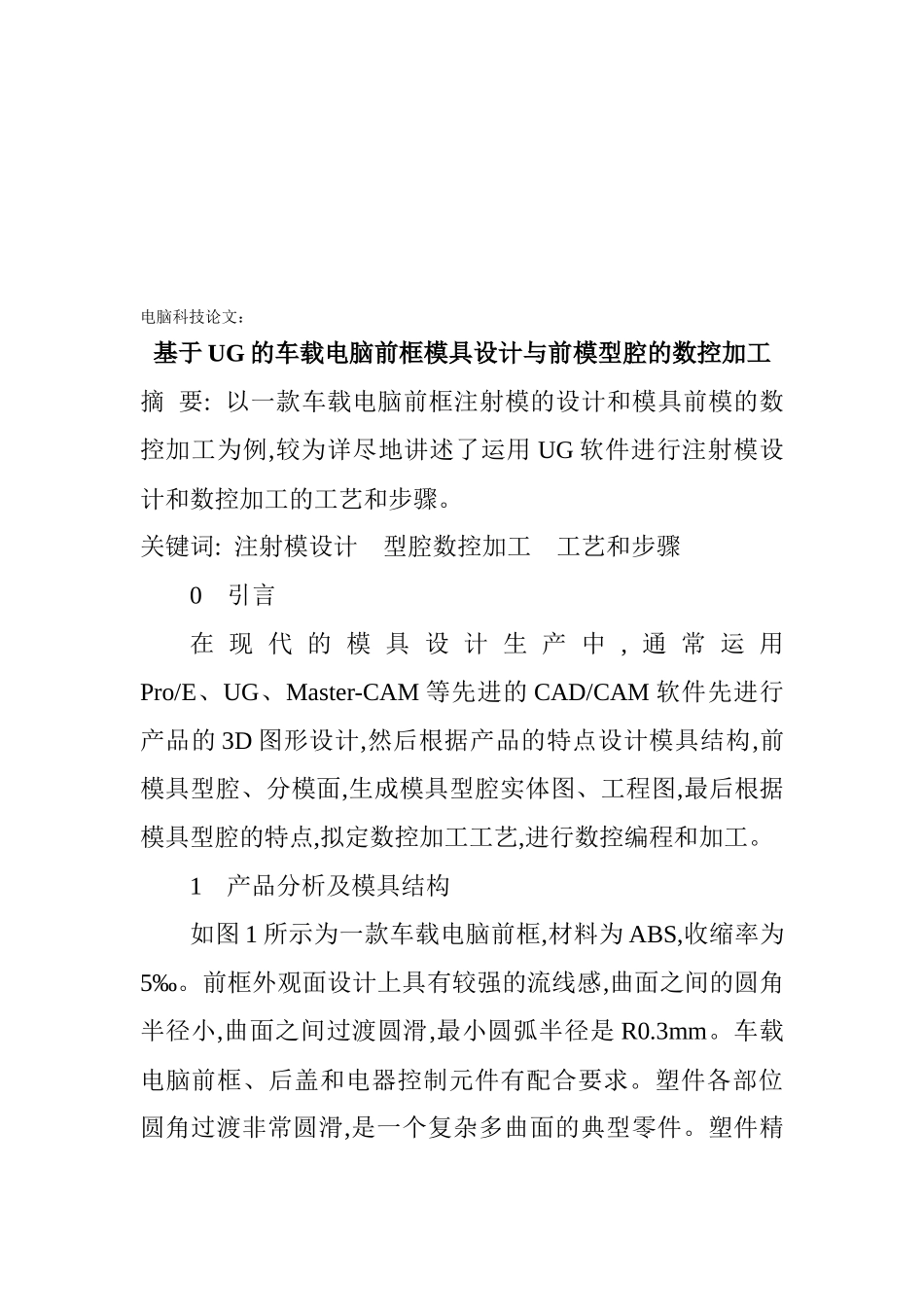
1 产品分析及模具结构如图 1 所示为一款车载电脑前框,材料为 ABS,收缩率为5‰
前框外观面设计上具有较强的流线感,曲面之间的圆角半径小,曲面之间过渡圆滑,最小圆弧半径是 R0
车载电脑前框、后盖和电器控制元件有配合要求
塑件各部位圆角过渡非常圆滑,是一个复杂多曲面的典型零件
塑件精度要求较高,所以模具的凸凹模配合精度也较高,需要合模后有较好的擦封胶和碰封胶精度
在结构上,前框四侧共有卡扣八处,起定位作用的小圆柱有五处
由于卡扣和定位圆柱的高度高约 23mm,为了保证装配时的精度和强度,须在其四周设有加强筋
塑件的外侧壁有两大台阶缺口,内侧壁有四小台阶缺口
塑件四周上设有多个加强筋,卡扣不能强行脱模,这些地方是该模具设计的难点
首先用 UG 软件绘制零件的 3D 图形,零件的尺寸较大,约 230mm×230mm×30mm
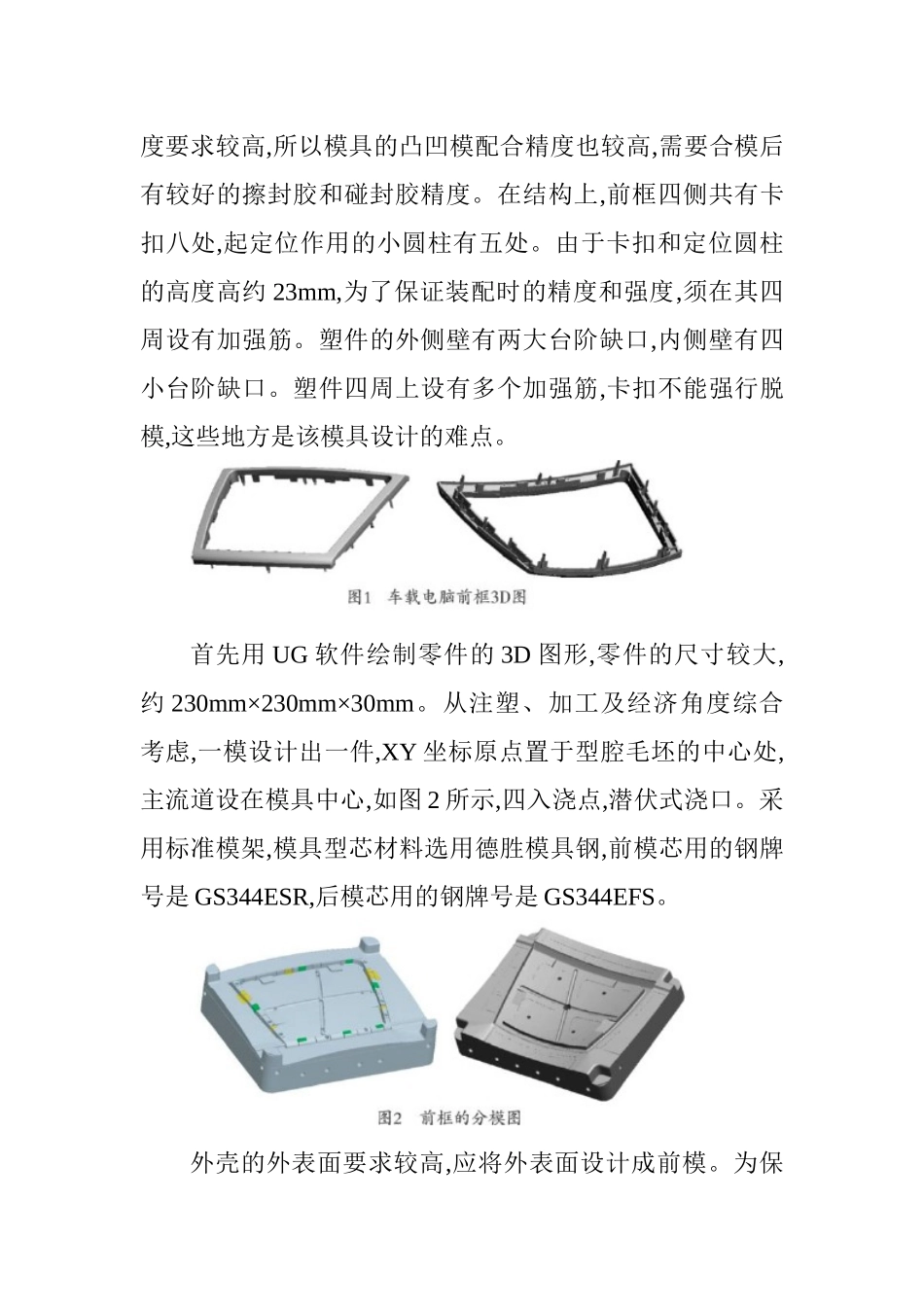
从注塑、加工及经济角度综合考虑,一模设计出一件,XY 坐标原点置于型腔毛坯的中心处,主流道设在模具中心,如图 2 所示,四入浇点,潜伏式浇口
采用标准模架,模具型芯材料选用德胜模具钢,前模芯用的钢牌号是 GS344ESR,后模芯用的钢牌号是 GS344EFS
外壳的外表面要求较高,应将外表面设