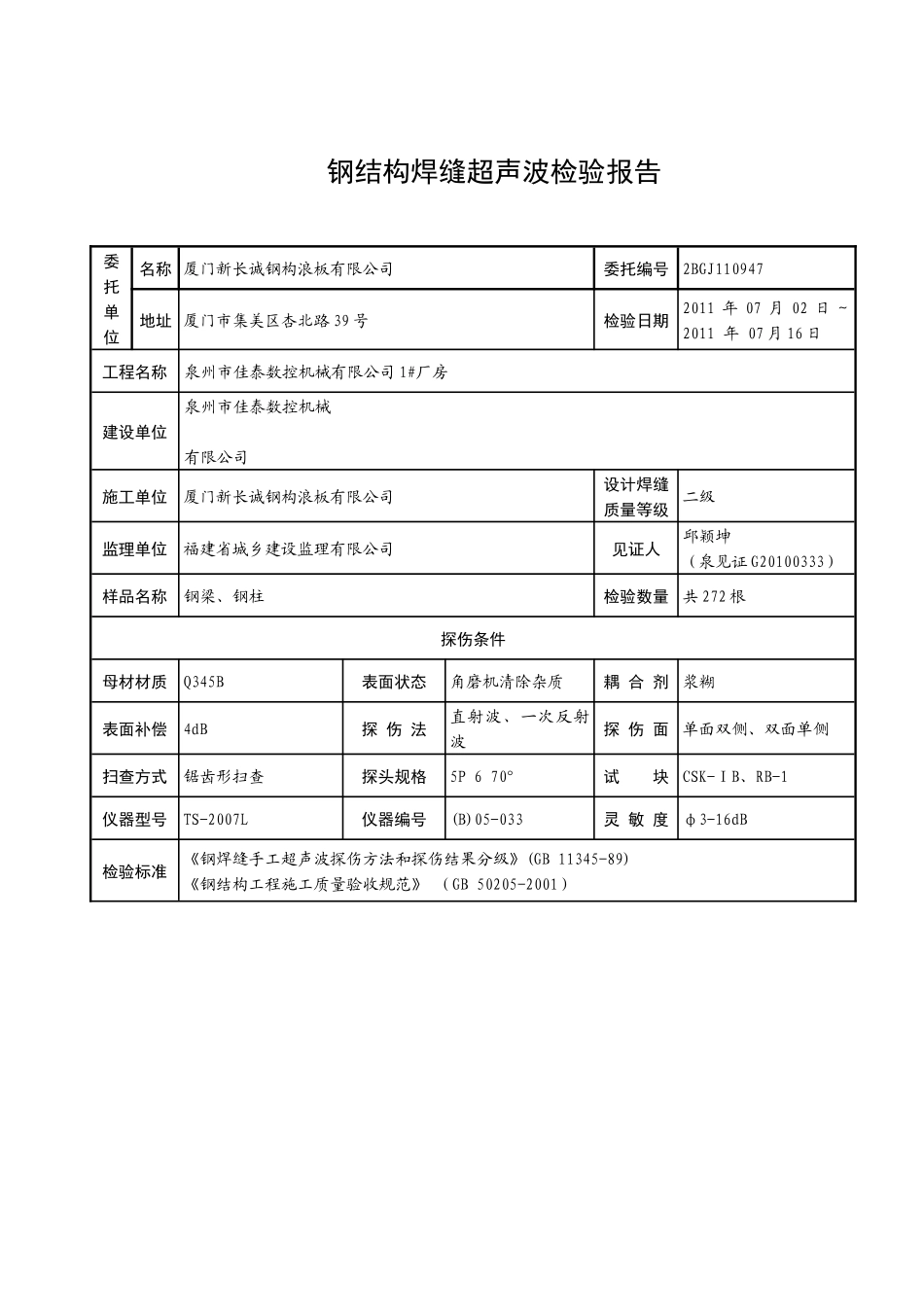
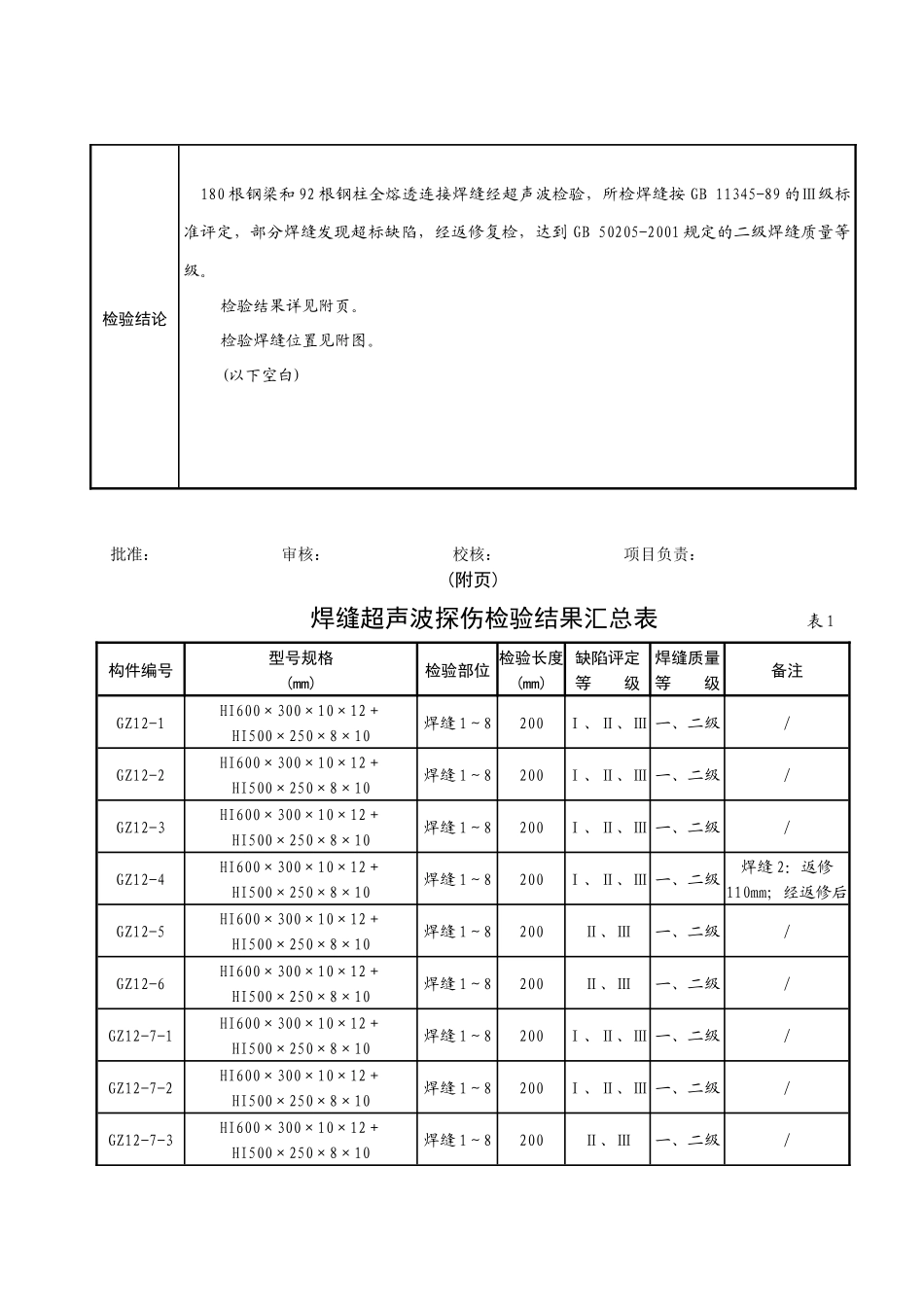
钢结构焊缝超声波检验报告委 托 单 位名称 厦门新长诚钢构浪板有限公司委托编号2BGJ110947地址 厦门市集美区杏北路 39 号检验日期2011 年 07 月 02 日 ~2011 年 07 月 16 日工程名称泉州市佳泰数控机械有限公司 1#厂房建设单位泉州市佳泰数控机械有限公司施工单位厦门新长诚钢构浪板有限公司设计焊缝质量等级二级监理单位福建省城乡建设监理有限公司见证人邱颖坤(泉见证 G20100333)样品名称钢梁、钢柱检验数量共 272 根探伤条件母材材质Q345B表面状态角磨机清除杂质耦 合 剂浆糊表面补偿4dB 探 伤 法直射波、一次反射波探 伤 面单面双侧、双面单侧扫查方式锯齿形扫查探头规格5P 6 70°试 块CSK-ⅠB、RB-1仪器型号TS-2007L仪器编号(B)05-033灵 敏 度φ3-16dB检验标准《钢焊缝手工超声波探伤方法和探伤结果分级》(GB 11345-89)《钢结构工程施工质量验收规范》 (GB 50205-2001)检验结论 180 根钢梁和 92 根钢柱全熔透连接焊缝经超声波检验,所检焊缝按 GB 11345-89 的Ⅲ级标准评定,部分焊缝发现超标缺陷,经返修复检,达到 GB 50205-2001 规定的二级焊缝质量等级
检验结果详见附页
检验焊缝位置见附图
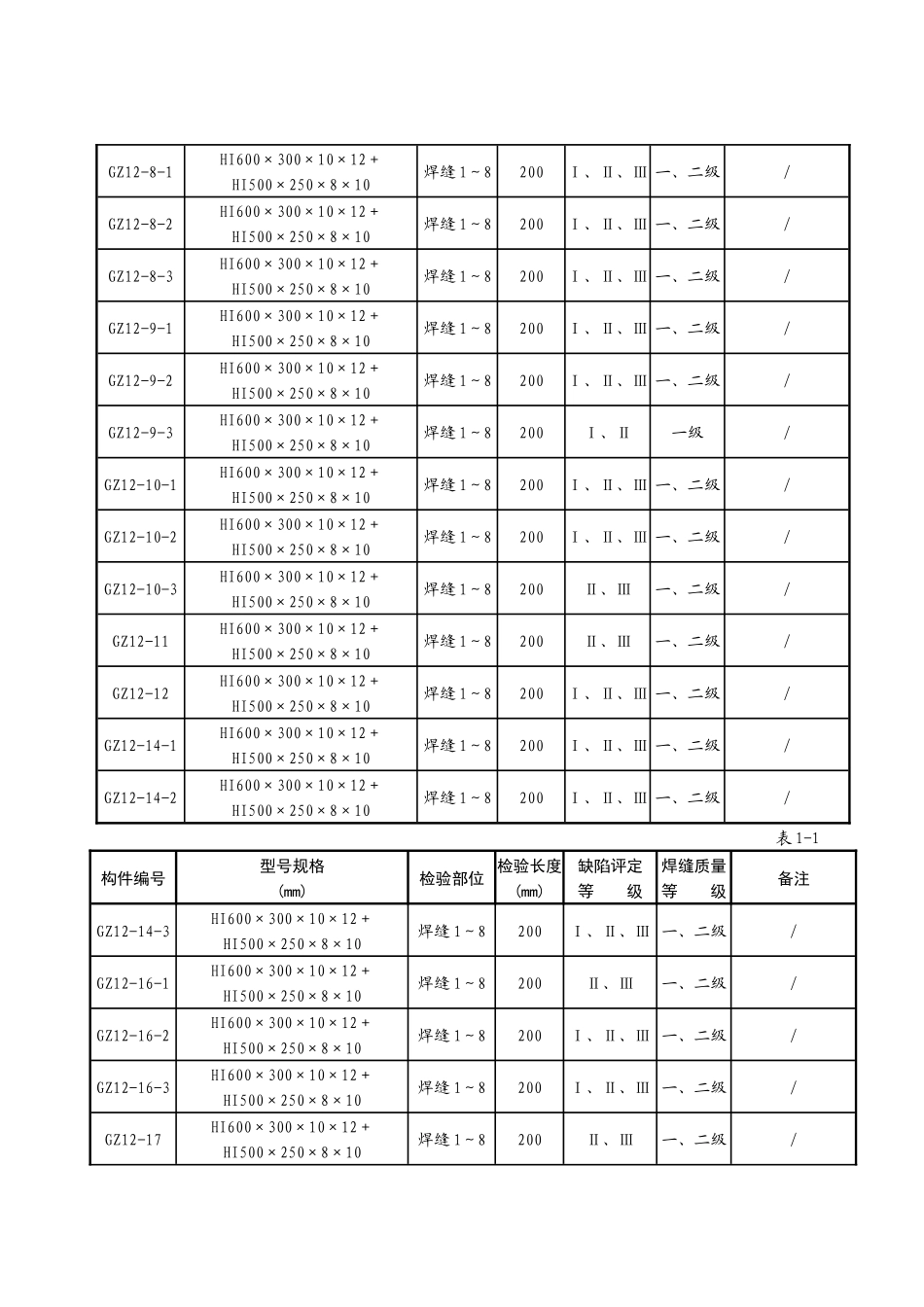
(以下空白)批准: 审核: 校核: 项目负责: (附页) 焊缝超声波探伤检验结果汇总表 表 1构件编号型号规格(mm)检验部位 检验长度(mm)缺陷评定等 级焊缝质量等 级备注GZ12-1HI600×300×10×12+HI500×250×8×10焊缝 1~8200Ⅰ、Ⅱ、Ⅲ 一、二级/GZ12-2HI600×300×10×12+HI500×250×8×10焊缝 1~8200Ⅰ、Ⅱ、Ⅲ 一、二级/GZ12-3HI600×300×10×12+HI500×250×8×10焊