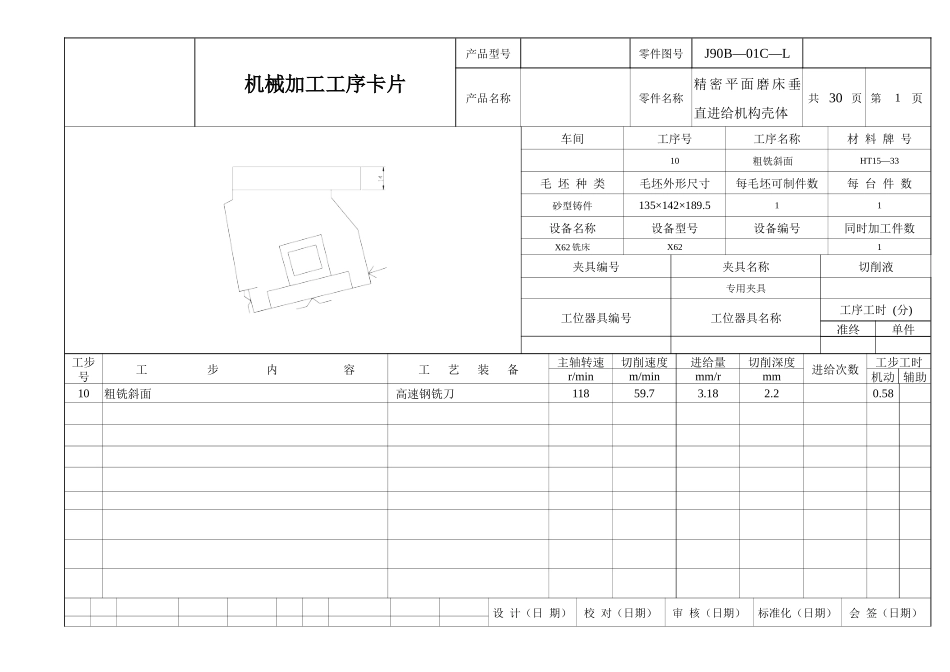
机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精 密 平 面 磨 床 垂直进给机构壳体共 30 页 第1页车间工序号工序名称材 料 牌 号10粗铣斜面HT15—33毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数砂型铸件135×142×189
511设备名称设备型号设备编号同时加工件数X62 铣床X621夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动 辅助10粗铣斜面高速钢铣刀11859
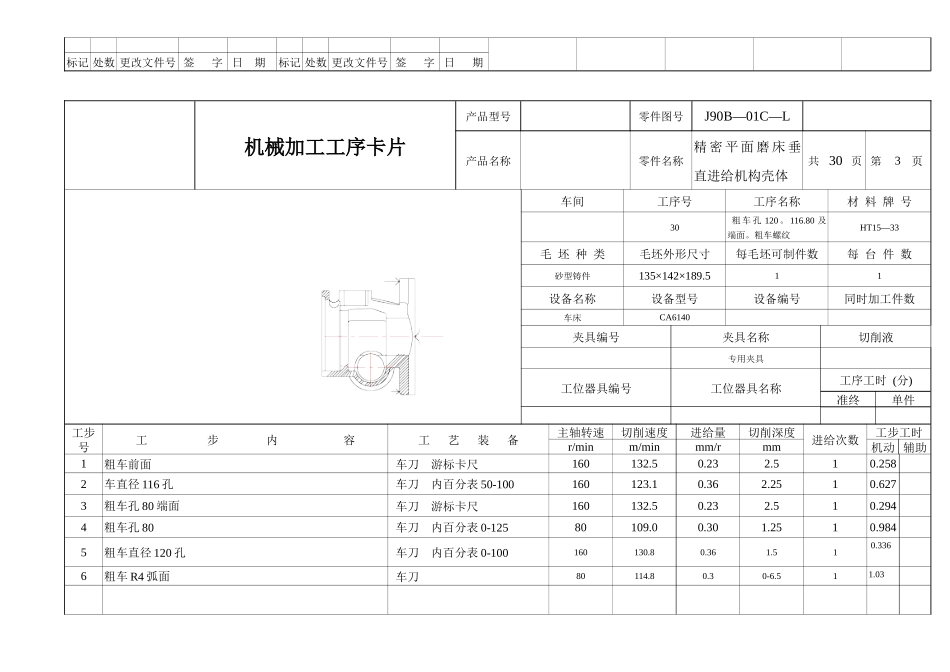
58 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签 字 日 期标记 处数 更改文件号 签 字 日 期机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精 密 平 面 磨 床 垂直进给机构壳体共 30 页 第3页车间工序号工序名称材 料 牌 号30粗车孔 120
80 及端面
粗车螺纹HT15—33毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数砂型铸件135×142×189
511设备名称设备型号设备编号同时加工件数车床CA6140夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动 辅助1粗车前面车刀 游标卡尺160132
2582车直径 116 孔车刀 内百分表 50-100160123
6273粗车孔 80 端面车刀 游标卡尺160132
2944粗车孔 80车刀 内百分表 0-125801