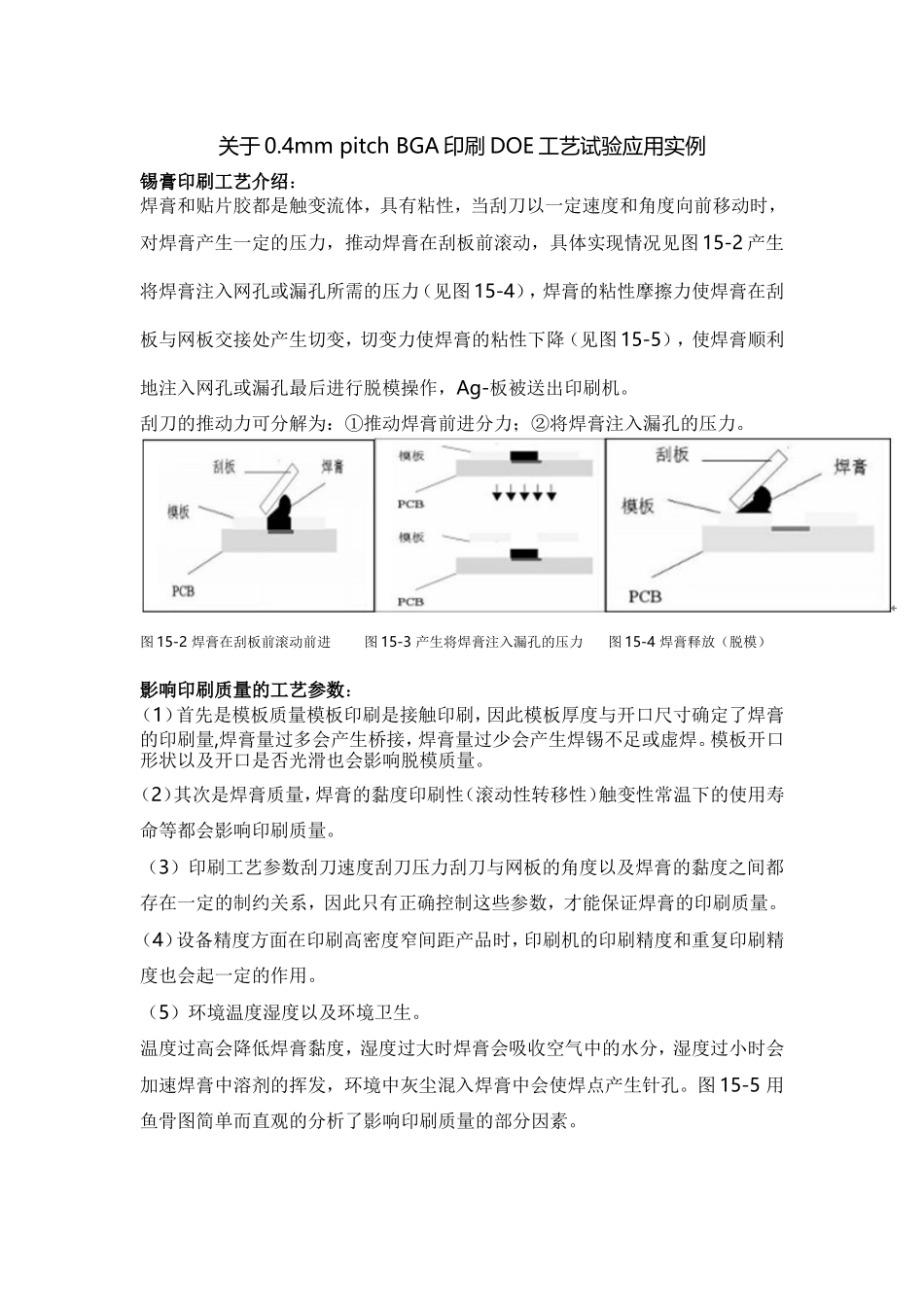
4mmpitchBGA印刷DOE工艺试验应用实例锡膏印刷工艺介绍:焊膏和贴片胶都是触变流体,具有粘性,当刮刀以一定速度和角度向前移动时,对焊膏产生一定的压力,推动焊膏在刮板前滚动,具体实现情况见图15-2产生将焊膏注入网孔或漏孔所需的压力(见图15-4),焊膏的粘性摩擦力使焊膏在刮板与网板交接处产生切变,切变力使焊膏的粘性下降(见图15-5),使焊膏顺利地注入网孔或漏孔最后进行脱模操作,Ag-板被送出印刷机
刮刀的推动力可分解为:①推动焊膏前进分力;②将焊膏注入漏孔的压力
图15-2焊膏在刮板前滚动前进图15-3产生将焊膏注入漏孔的压力图15-4焊膏释放(脱模)影响印刷质量的工艺参数:(1)首先是模板质量模板印刷是接触印刷,因此模板厚度与开口尺寸确定了焊膏的印刷量,焊膏量过多会产生桥接,焊膏量过少会产生焊锡不足或虚焊
模板开口形状以及开口是否光滑也会影响脱模质量
(2)其次是焊膏质量,焊膏的黏度印刷性(滚动性转移性)触变性常温下的使用寿命等都会影响印刷质量
(3)印刷工艺参数刮刀速度刮刀压力刮刀与网板的角度以及焊膏的黏度之间都存在一定的制约关系,因此只有正确控制这些参数,才能保证焊膏的印刷质量
(4)设备精度方面在印刷高密度窄间距产品时,印刷机的印刷精度和重复印刷精度也会起一定的作用
(5)环境温度湿度以及环境卫生
温度过高会降低焊膏黏度,湿度过大时焊膏会吸收空气中的水分,湿度过小时会加速焊膏中溶剂的挥发,环境中灰尘混入焊膏中会使焊点产生针孔
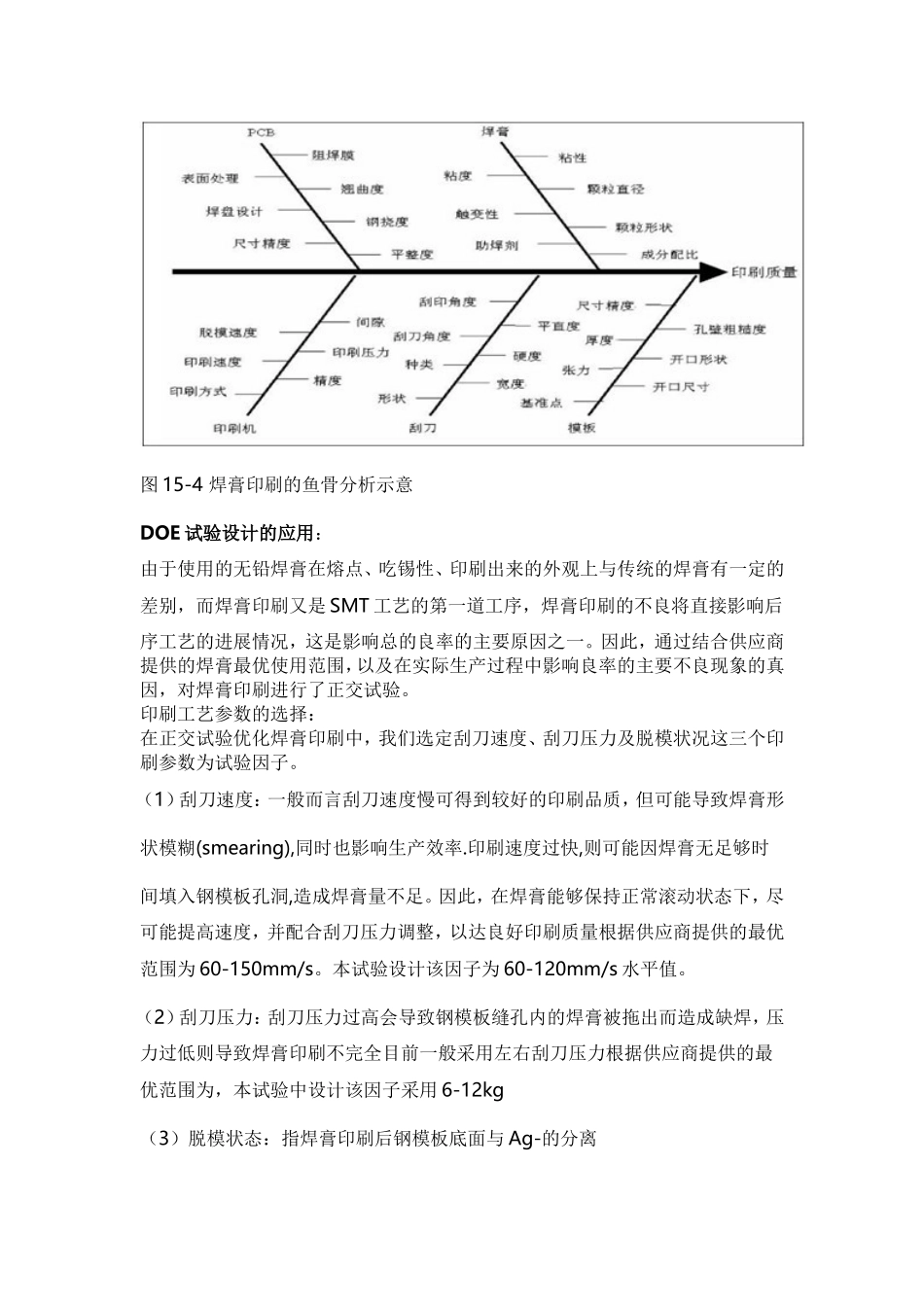
图15-5用鱼骨图简单而直观的分析了影响印刷质量的部分因素
图15-4焊膏印刷的鱼骨分析示意DOE试验设计的应用:由于使用的无铅焊膏在熔点、吃锡性、印刷出来的外观上与传统的焊膏有一定的差别,而焊膏印刷又是SMT工艺的第一道工序,焊膏印刷的不良将直接影响后序工艺的进展情况,这是影响总的良率的主要原因之一
因此,通过结合供应商提供