北京康达五洲医疗器械中心编号:ZG-001-2013通用金属制品检验规程版本:1页数:共 8 页汇编:陈心勇审核:韩德惠批准:日期:2013-1-27试行版1
目的为了保证金属件的质量,符合产品使用需求2
适用范围适用于本公司所有金属件的检验
抽样方案单次抽样,正常水平 S=II(AQLMaj=0
65Min=1
定义:缺陷分类缺陷等级缺陷内容对产品功能的影响对产品外观的影响对包装质量的影响致命缺陷(CR)可能影响产品的安全使用(指对人体)或引致主要功能失效的客户会拒收或会提出投诉的致命缺陷(MAJ)可能导致产品失效或减低其效能的客户可能会拒收或可能会提出投诉的错、漏装产品;包装差,在运输中会造成损坏的,客户可能会投诉的轻微缺陷(MIN)任何不符合既定要求又不严重影响产品性能的外形、涂层或工艺上小毛病,客户可能会发现,但不会投诉的客户不会投诉的5
检验条件:外观检查环境亮度要求 60W 日光灯下,检测者与被测产品视距为 400mm 左右;6
1 金属件尺寸、形状、表面质量
2 焊缝数量、长度、煅焊、焊缝表面质量
3 表面喷塑质量、色泽
4 表面油漆质量、色泽
5 表面镀锌质量
6 表面发黑质量
7 弹簧尺寸、形状
8 精密铸造零件尺寸及表面质量
1 用测量工具进行尺寸检验
2 用观察法进行表面形状、色泽、平滑检验
3 用对比法按封样进行检验
4 冲压件按 4%抽检,加工件按 5%抽检
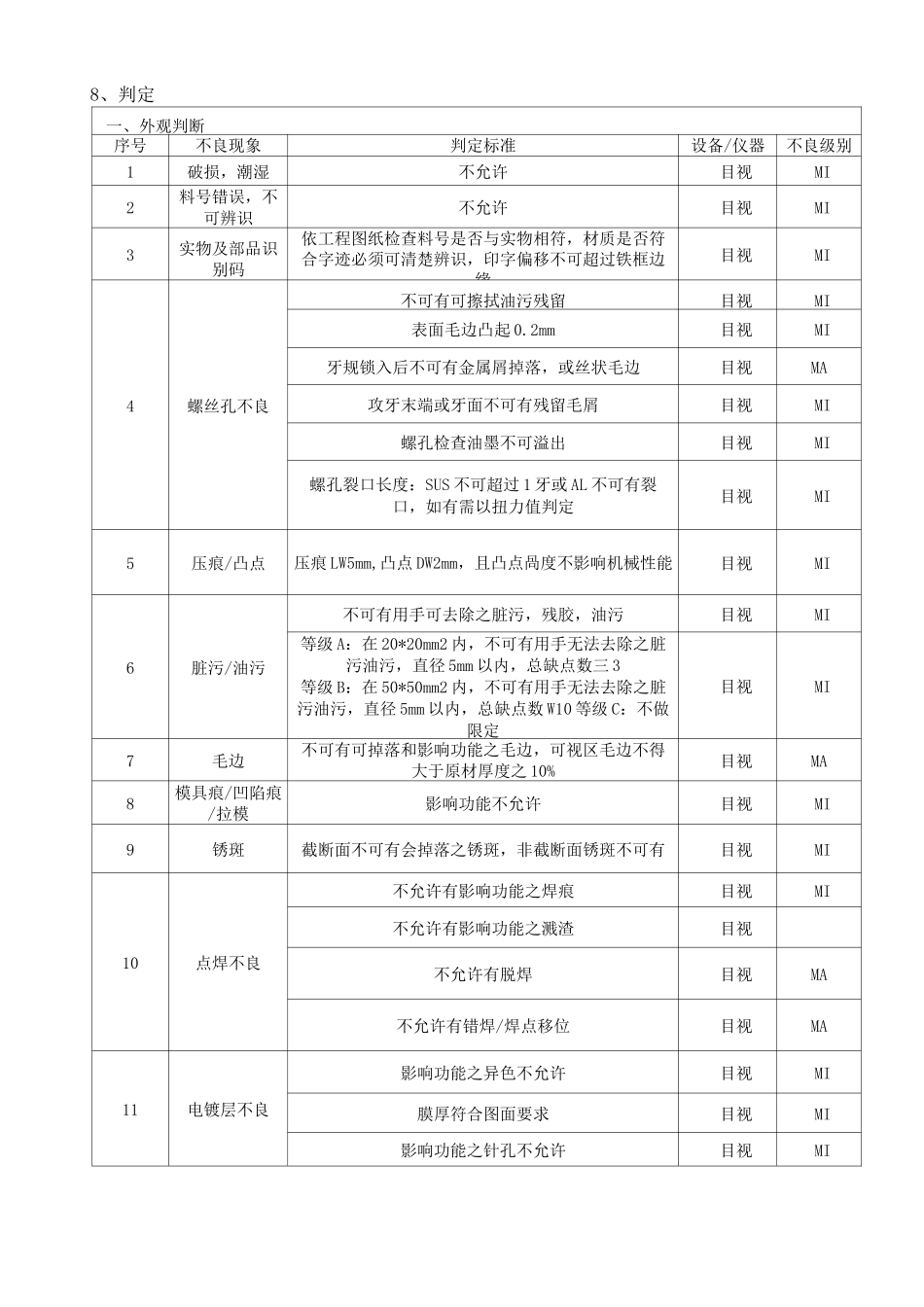
8、判定一、外观判断序号不良现象判定标准设备/仪器不良级别1破损,潮湿不允许目视MI2料号错误,不可辨识不允许目视MI3实物及部品识别码依工程图纸检查料号是否与实物相符,材质是否符合字迹必须可清楚辨识,印字偏移不可超过铁框边缘目视MI4螺丝孔不良不可有可擦拭油污残留目视MI表面毛边凸起 0
2mm目视MI牙