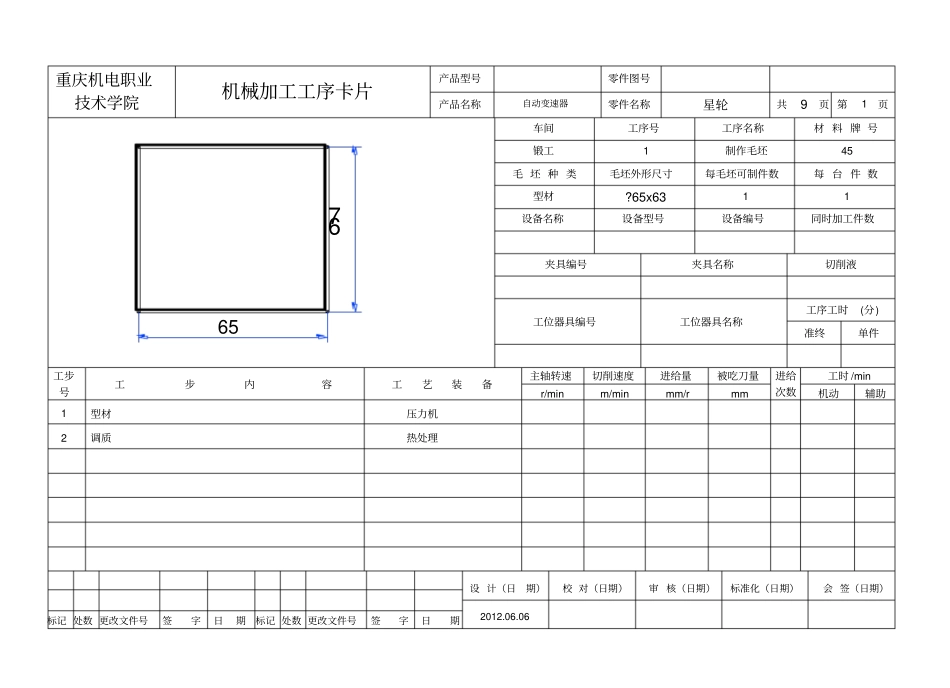
重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称自动变速器零件名称星轮共9 页 第1 页6765车间工序号工序名称材 料 牌 号锻工1 制作毛坯45 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数型材
65x631 1 设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时 /min r/min m/min mm/r mm 机动辅助1 型材压力机2 调质热处理设 计(日期)校 对(日期)审 核(日期)标准化(日期)会 签(日期)2012
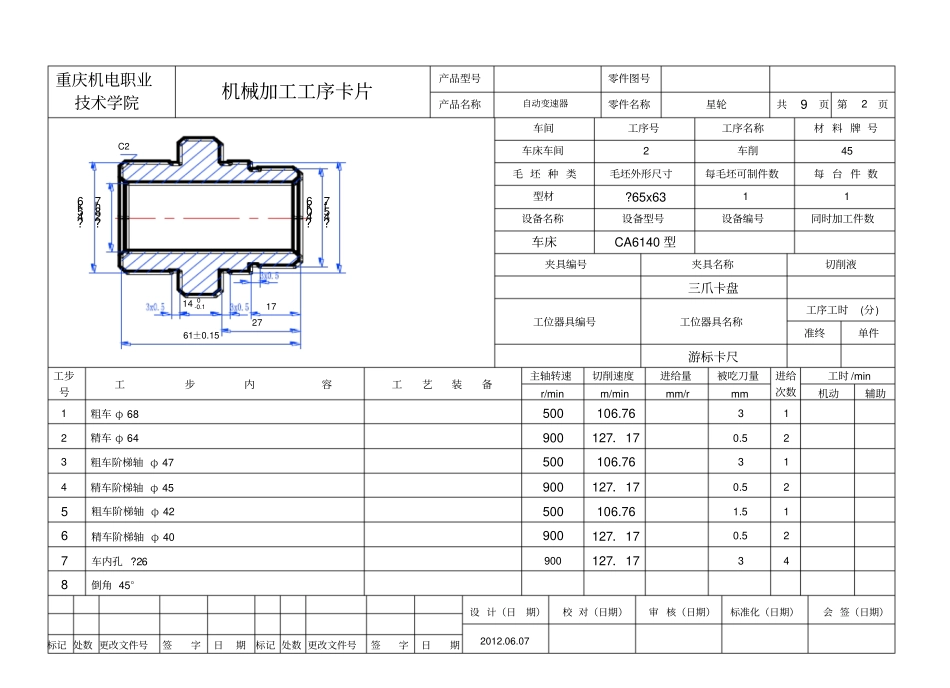
06 标记 处数 更改文件号签字日期标记 处数 更改文件号签字日期重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称自动变速器零件名称星轮共9 页 第2 页C2
45k614 0-0
1172761±0
15车间工序号工序名称材 料 牌 号车床车间2 车削45 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数型材
65x631 1 设备名称设备型号设备编号同时加工件数车床CA6140 型夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时 /min r/min m/min mm/r mm 机动辅助1 粗车 φ 68500106
763 1 2 精车 φ 64900127.170
5 2 3 粗车阶梯轴 φ 47500106
763 1 4 精车阶梯轴 φ 45900127.170
5 2 5 粗车阶梯轴 φ 42500106
5 1 6 精车阶梯轴 φ 40900127.170
5 2 7 车内孔
26900 127.173 4 8 倒角 45°设