快速定位(G00) 1
格式 这个命令把刀具从当前位置移动到命令指定的位置 (在绝对坐标方式下), 或者移动到 某个距离处 (在增量坐标方式下)
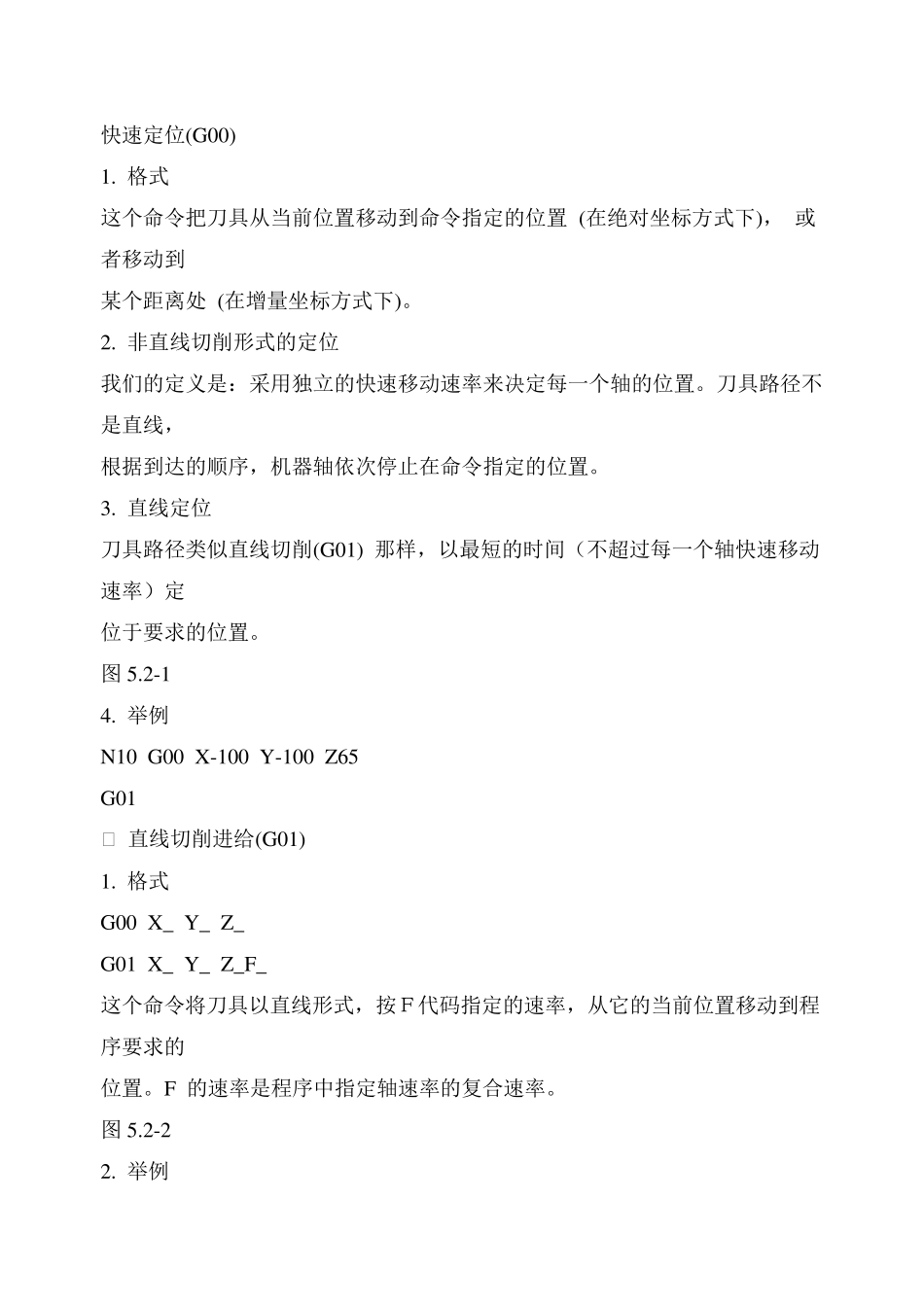
非直线切削形式的定位 我们的定义是:采用独立的快速移动速率来决定每一个轴的位置
刀具路径不是直线, 根据到达的顺序,机器轴依次停止在命令指定的位置
直线定位 刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定 位于要求的位置
举例 N10 G00 X-100 Y-100 Z65 G01 က 直线切削进给(G01) 1
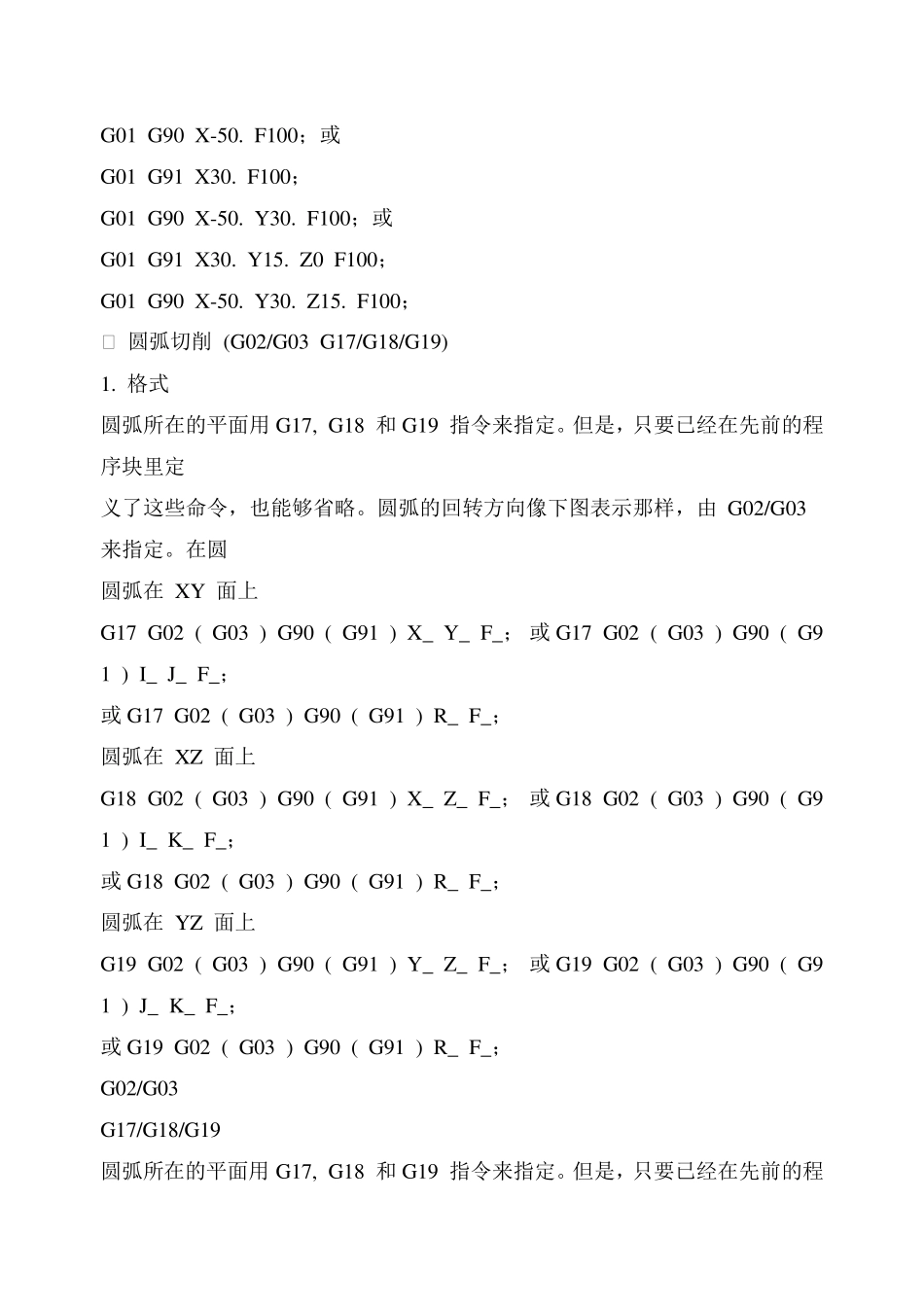
格式 G00 X_ Y_ Z_ G01 X_ Y_ Z_F_ 这个命令将刀具以直线形式,按F代码指定的速率,从它的当前位置移动到程序要求的 位置
F 的速率是程序中指定轴速率的复合速率
举例 G01 G90 X-50
F100;或 G01 G91 X30
F100; G01 G90 X-50
F100;或 G01 G91 X30
Z0 F100; G01 G90 X-50
F100; က 圆弧切削 (G02/G03 G17/G18/G19) 1
格式 圆弧所在的平面用G17, G18 和G19 指令来指定
但是,只要已经在先前的程序块里定 义了这些命令,也能够省略
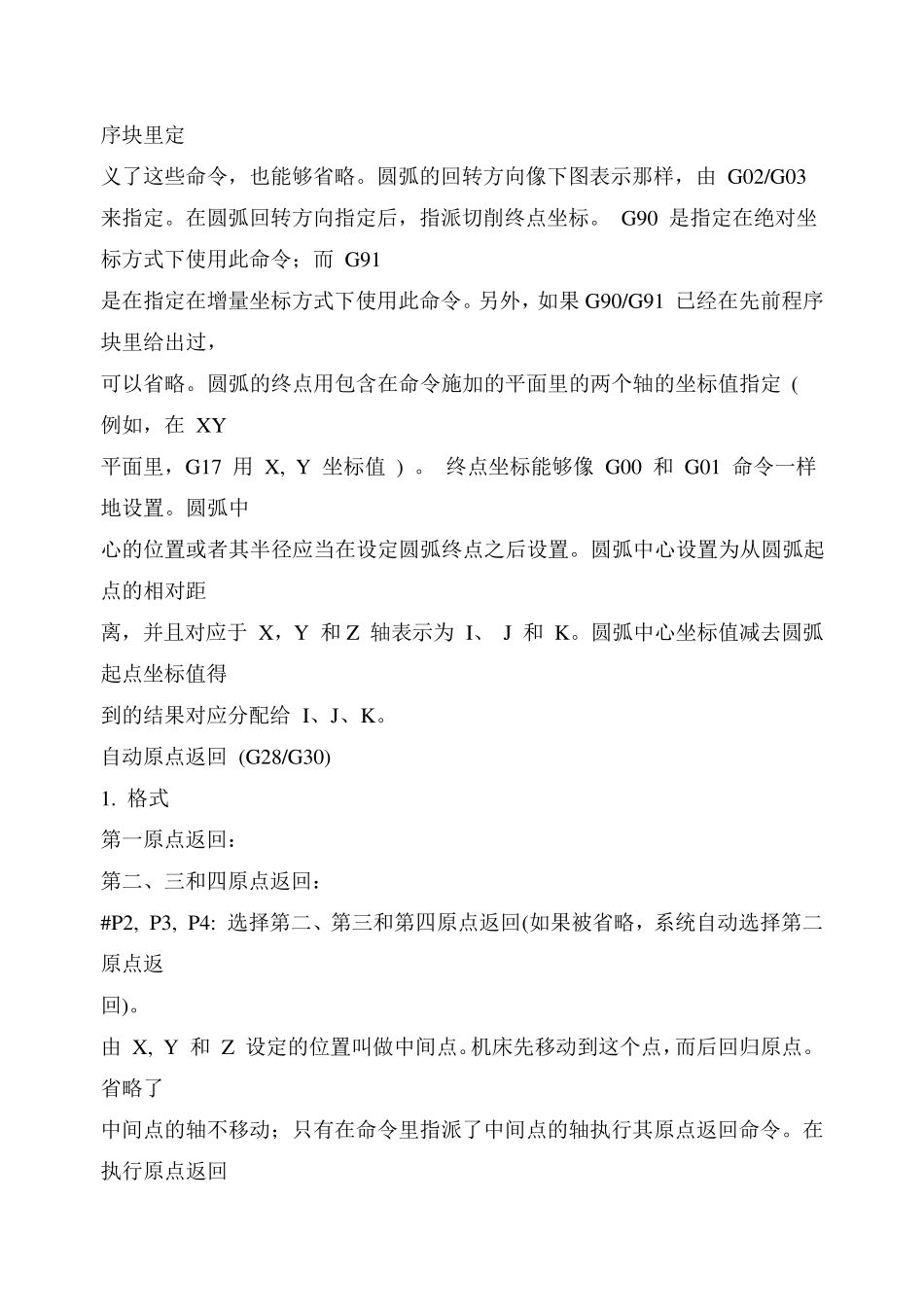
圆弧的回转方向像下图表示那样,由 G02/G03 来指定
在圆 圆弧在 XY 面上 G17 G02 ( G03 ) G90 ( G91 ) X_ Y_ F_; 或G17 G02 ( G03 ) G90 ( G91 ) I_ J_ F_; 或G17 G02 ( G03 ) G90 ( G91 ) R_ F_; 圆弧在 XZ 面上 G18 G02 ( G03 ) G90 ( G91 ) X_ Z_ F_; 或G