1 装配与检测自动化线设备甲方:乙方:技术协议2 目录1、 总则2、 概况2
1、项目背景2
2、适用产品2
3、生产线节拍3、自动装配生产线总体工艺方案4、主要零部件要求5、自动装配设备电控系统6、设备结构及刚性要求7、应用环境条件8、乙方提产完整技术资料9、设备验收9
1、预验收9
2、终验收10、质保和培训11、保密12、其它1、 总则甲方:(以下简称甲方)与(以下简称乙方)经双方友好3 协商达成以下协议
2、 项目背景2
1、本技术协议适用于甲方”D”系列锁总成(含CH071,A28,CD391 等的左、右部分)自动化装配和检测等技术要求
2、本技术协议所提出的是最低限度的技术要求,并未对一切技术细节做出规定,也未充分引述有关标准和规范的条文,乙方保证提供符合现行技术协议和现行工业标准的优质产品
3 、在签订合同之后,甲方有权提出因规范标准和规程发生变化而产生的一些补充修改要求,具体款项由买、卖双方共同商定
4 、本自动装配线要求生产节≤12 秒/ 只,小时产量300~360 只/ 小时
单班产能≧ 2000 只/8小时
3、自动装配生产线总体工艺方案3
1 、本生产线采取直线型布局,工作站和传输线体主要使用铝型材
2 、本生产线各工作站之间工作独立,不可因个别站点故障影响其它站点运转
3 、本生产线具体详细工艺布局,由乙方提交给甲方做为协议的附件
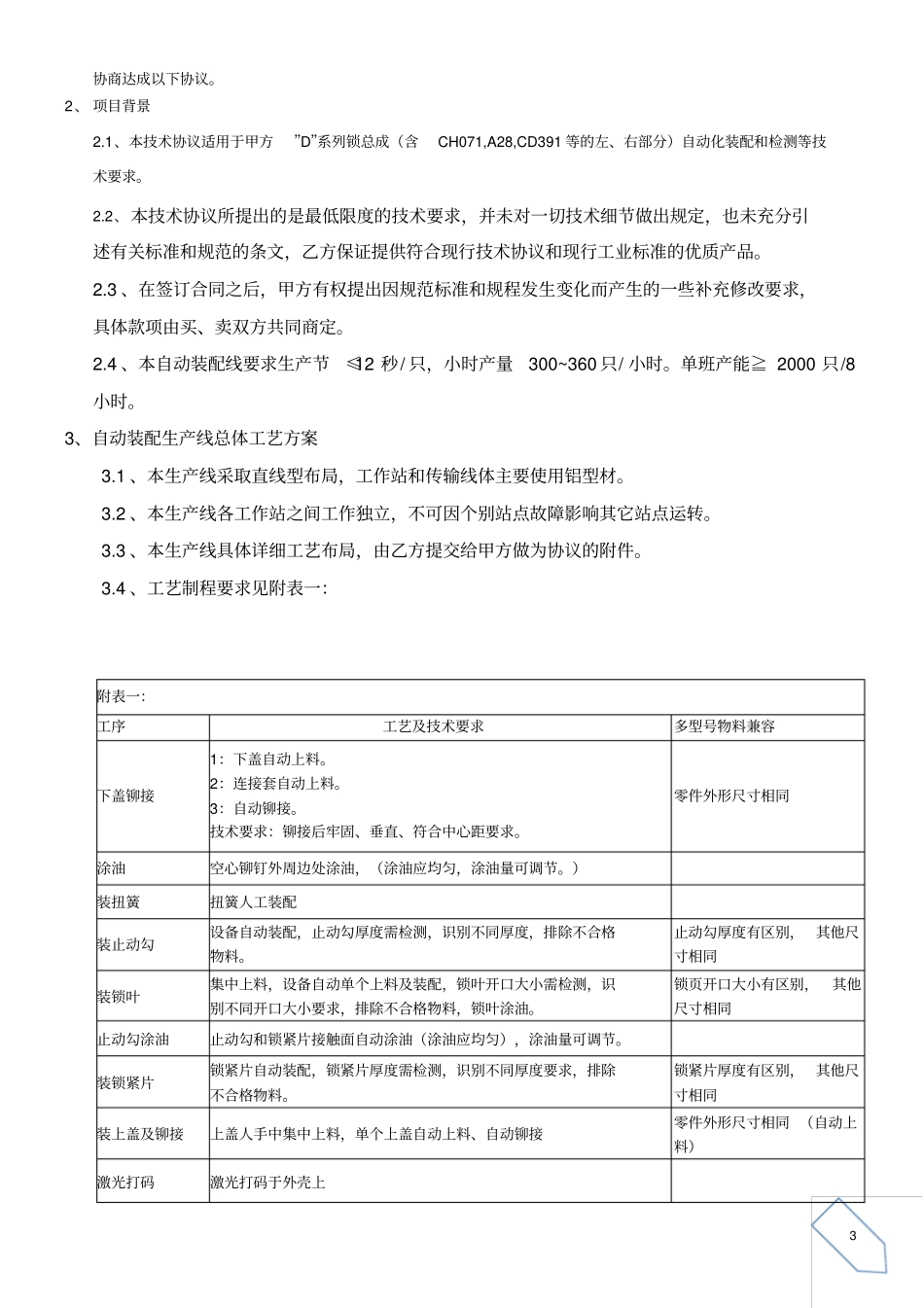
4 、工艺制程要求见附表一:附表一:工序工艺及技术要求多型号物料兼容下盖铆接1:下盖自动上料
2:连接套自动上料
3:自动铆接
技术要求:铆接后牢固、垂直、符合中心距要求
零件外形尺寸相同涂油空心铆钉外周边处涂油,(涂油应均匀,涂油量可调节
)装扭簧扭簧人工装配装止动勾设备自动装配,止动勾厚度需检测,识别不同厚度,排除不合格物料
止动勾厚度有区别, 其他尺寸相同装锁叶集中上料,设备自动单个上料及装