钢筋机械连接施工技术交底记录施工单位:中国建筑技术集团设有限公司工 程 名 称华润 ·二十四城四期工程交底日期年月日分项工程名称基础、主体工程分部(子分部)钢筋工程交底内容:一、 施工机具钢筋剥肋滚压直螺纹机、限位挡铁、螺纹环规、力矩扳手及普通扳手等
二、施工准备1、 参加滚压直螺纹接头施工的人员必须进行技术培训,经考核合格后方可持证上岗操作
2、 钢筋应先调直再加工,切口端面要与钢筋轴线垂直,端头弯曲、马蹄形严重的要切去,但不得用气割下料
三、质量要求1、待加工钢筋端头用无齿锯切割,确保钢筋端头平、圆、直,达到要求后夹持在台钳上,开动机器,扳动进给装置,使动力头向前移动,开始剥肋滚压螺纹,待滚压到调定位置后,设备自动停机并反转,将钢筋端部退出滚压装置,扳动进给装置将动力头复位停机,螺纹即加工完成
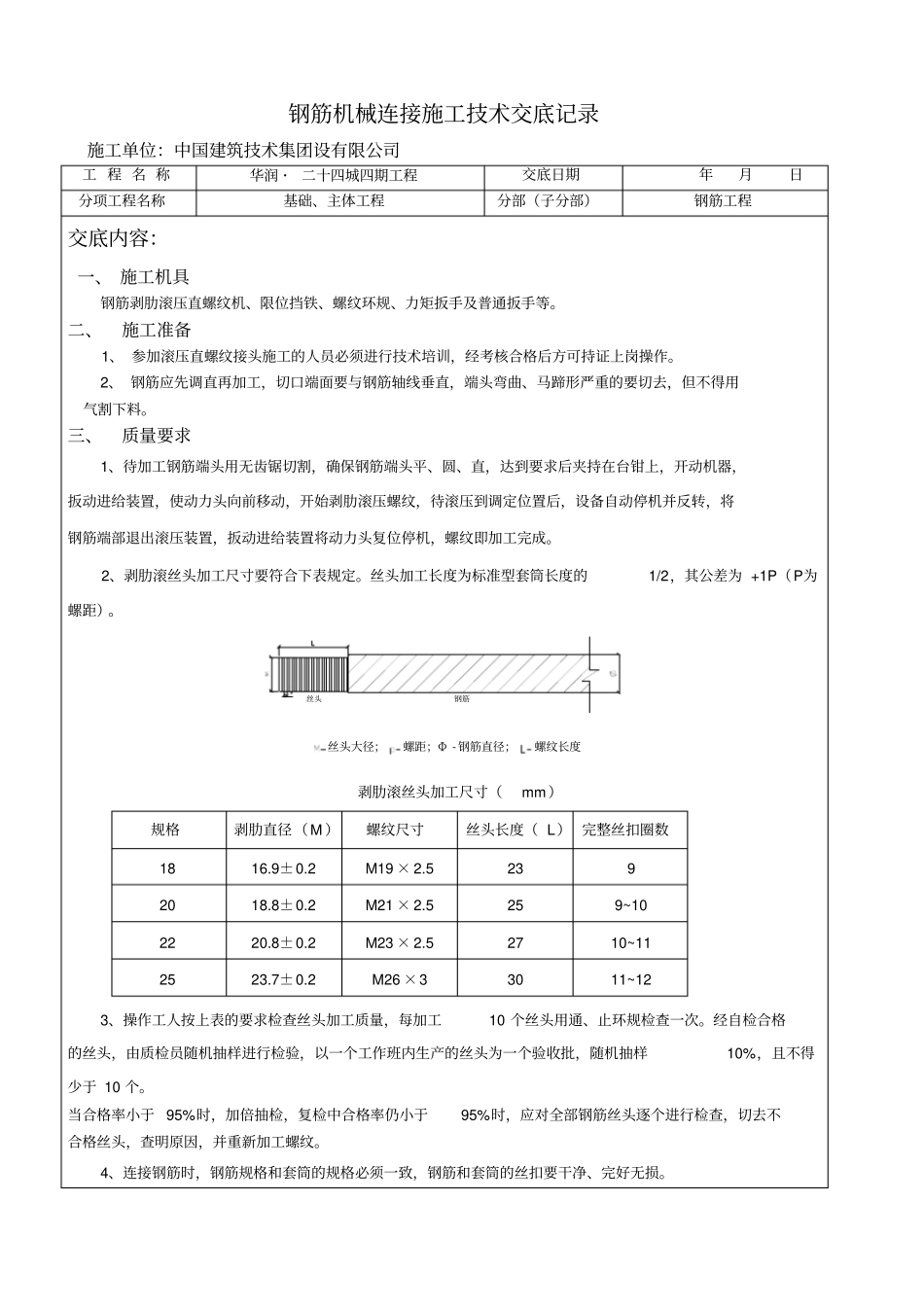
2、剥肋滚丝头加工尺寸要符合下表规定
丝头加工长度为标准型套筒长度的1/2,其公差为 +1P(P为螺距)
丝头大径;螺距;Φ - 钢筋直径;螺纹长度钢筋丝头剥肋滚丝头加工尺寸(mm)规格剥肋直径(M )螺纹尺寸丝头长度( L) 完整丝扣圈数18 16
2 M19 × 2
5 23 9 20 18
2 M21 × 2
5 25 9~10 22 20
2 M23 × 2
5 27 10~11 25 23
2 M26 ×3 30 11~12 3、操作工人按上表的要求检查丝头加工质量,每加工10 个丝头用通、止环规检查一次
经自检合格的丝头,由质检员随机抽样进行检验,以一个工作班内生产的丝头为一个验收批,随机抽样10%,且不得少于 10 个
当合格率小于 95%时,加倍抽检,复检中合格率仍小于95%时,应对全部钢筋丝头逐个进行检查,切去不合格丝头,查明原因,并重新加工螺纹
4、连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣要干净、完好无损