(二)钻夹具设计要点1
钻模类型的选择钻模类型很多,在设计钻模时,首先要根据工件的形状、尺寸、重量和加工要求,并考虑生产批量、工厂工艺装备的技术状况等具体条件,选择钻模类型和结构
在选型时要注意以下几点:(1)工件被加工孔径大于10mm时,钻模应固定在工作台上(特别是钢件)
因此其夹具体上应有专供夹压用的凸缘或凸台
(2)当工件上加工的孔处在同一回转半径, 且夹具的总重量超过100N时,应采用具有分度装置的回转钻模,如能与通用回转台配合使用则更好
(3)当在一般的中型工件某一平面上加工若干个任意分布的平行孔系时,宜采用固定式钻模在摇臂钻床上加工
大型工件则可采用盖板式钻模在摇臂钻床上加工
如生产批量较大,则可在立式钻床或组合机床上采用多轴传动头加工
(4)对于孔的垂直度允差大于0
1mm 和孔距位置允差大于±0
15mm 的中小型工件,宜优先采用滑柱式钻模,以缩短夹具的设计制造周期
钻套类型的选择和设计钻套和钻模板是钻夹具上的特殊元件
钻套装配在钻模板或夹具体上,其作用是确定被加工孔的位置和引导刀具加工
(1)钻套的类型根据钻套的结构和使用特点,主要有四种类型
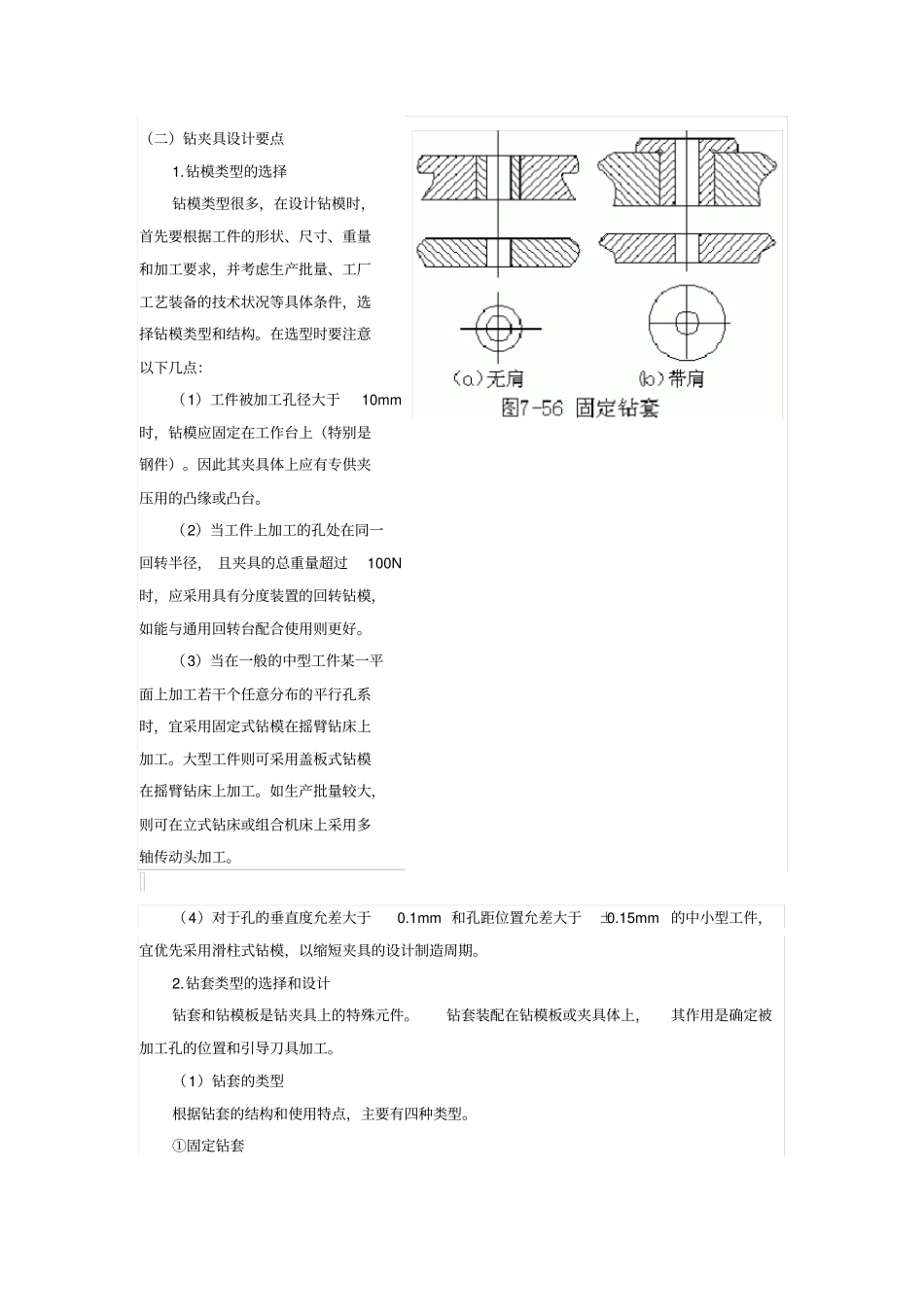
①固定钻套图 7-56 所示为固定钻套的两种形式(图a 为无肩,图b 为带肩),该类钻套外圆以H7/n6 或 H7/r6 配合,直接压入钻模板上的钻套底孔内
在使用过程中若不需要更换钻套(据经验统计,钻套一般可使用1000~12000次),则用固定钻套较为经济,钻孔的位置精度也较高
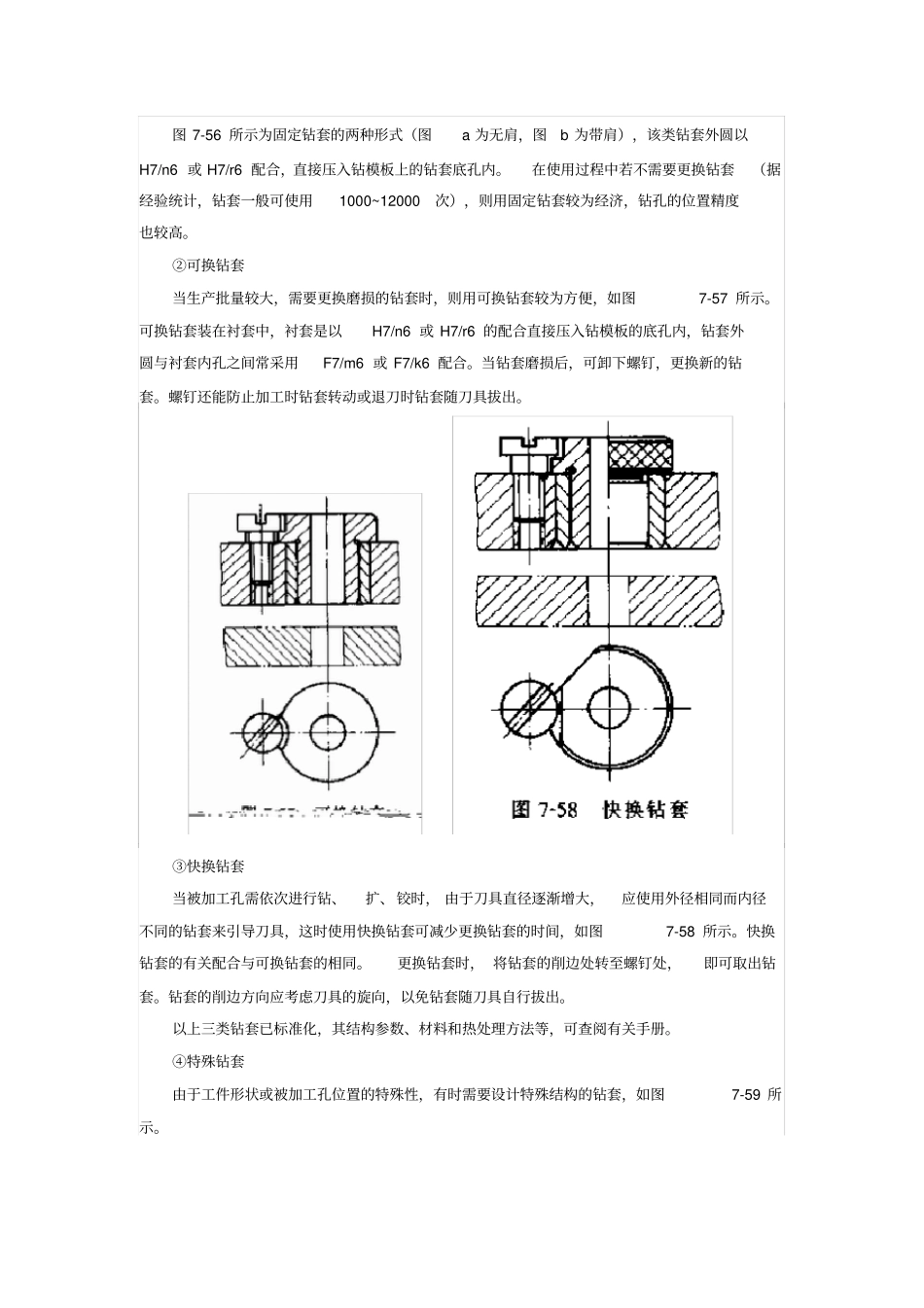
②可换钻套当生产批量较大,需要更换磨损的钻套时,则用可换钻套较为方便,如图7-57 所示
可换钻套装在衬套中,衬套是以H7/n6 或 H7/r6 的配合直接压入钻模板的底孔内,钻套外圆与衬套内孔之间常采用F7/m6 或 F7/k6 配合
当钻套磨损后,可卸下螺钉,更换新的钻套
螺钉还能防止加工时钻套转动或退刀时钻套随刀具拔出