冷轧钢带的尺寸、外形及允许偏差的内控标准 1 范围 1
1本标准规定了冷轧钢带的尺寸和尺寸允许偏差、外形与尺寸测量的取值
2本标准适用于成品厚度 ≥0
15 mm、宽度为 300---700 mm的冷轧钢带
3引用标准GB708-2006数值修约规则
定义 钢带以成卷的钢带供货
按分类与代号 按边缘状态分类 切边 Q 不切边 BQ 4
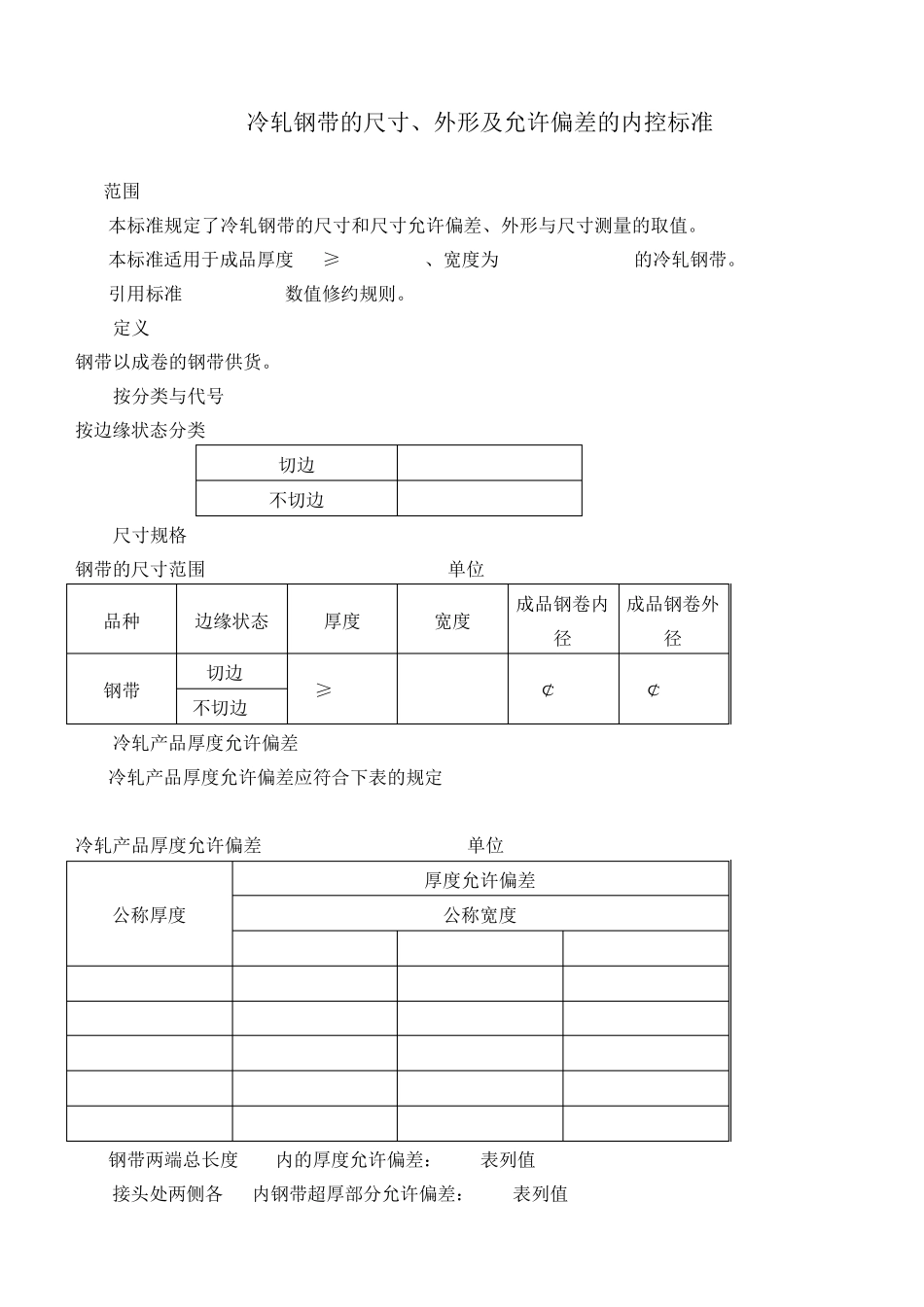
尺寸规格 钢带的尺寸范围 单位 mm 品种 边缘状态 厚度 宽度 成品钢卷内径 成品钢卷外径 钢带 切边 Q ≥0
15 300---700 ¢500 ¢1550 不切边 BQ 5
冷轧产品厚度允许偏差 5
1冷轧产品厚度允许偏差应符合下表的规定 冷轧产品厚度允许偏差 单位 mm 公称厚度 厚度允许偏差 公称宽度 300--400 400---550 550--700 0
015 -0
025 +0
015 -0
025 +0
015 -0
6----0
035 +0
035 +0
2钢带两端总长度30m内的厚度允许偏差:1
8*表列值 接头处两侧各 4m内钢带超厚部分允许偏差:1
8*表列值 搪瓷及0
15以下轧硬产品板厚公差应控制在±0
3客户特殊要求以其相应订货的厚度允许偏差交货
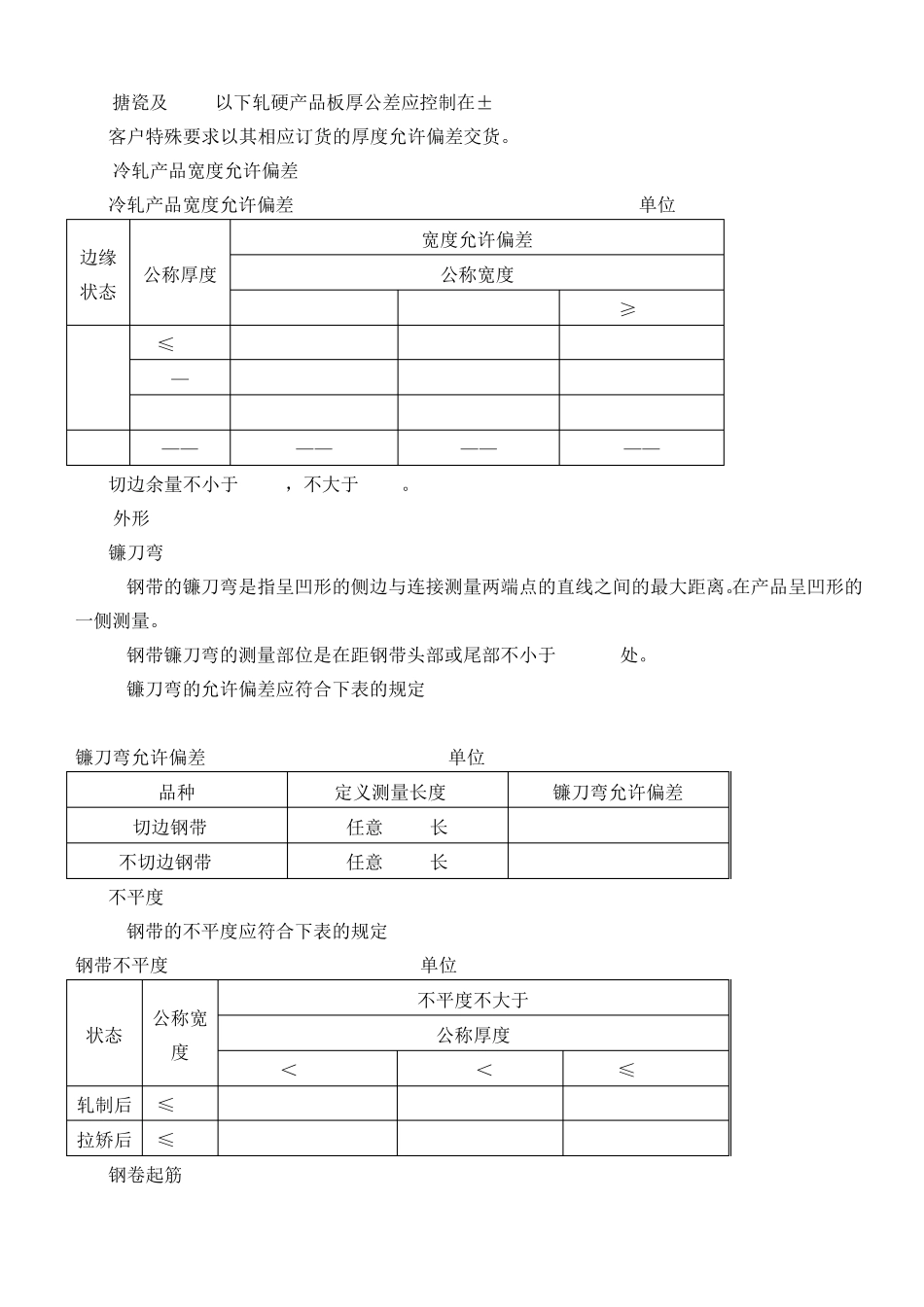
冷轧产品宽度允许偏差 6
1冷轧产品宽度允许偏差 单位 mm 边缘状态 公称厚度 宽度允许偏差 公称宽度 300---400 400---600 ≥