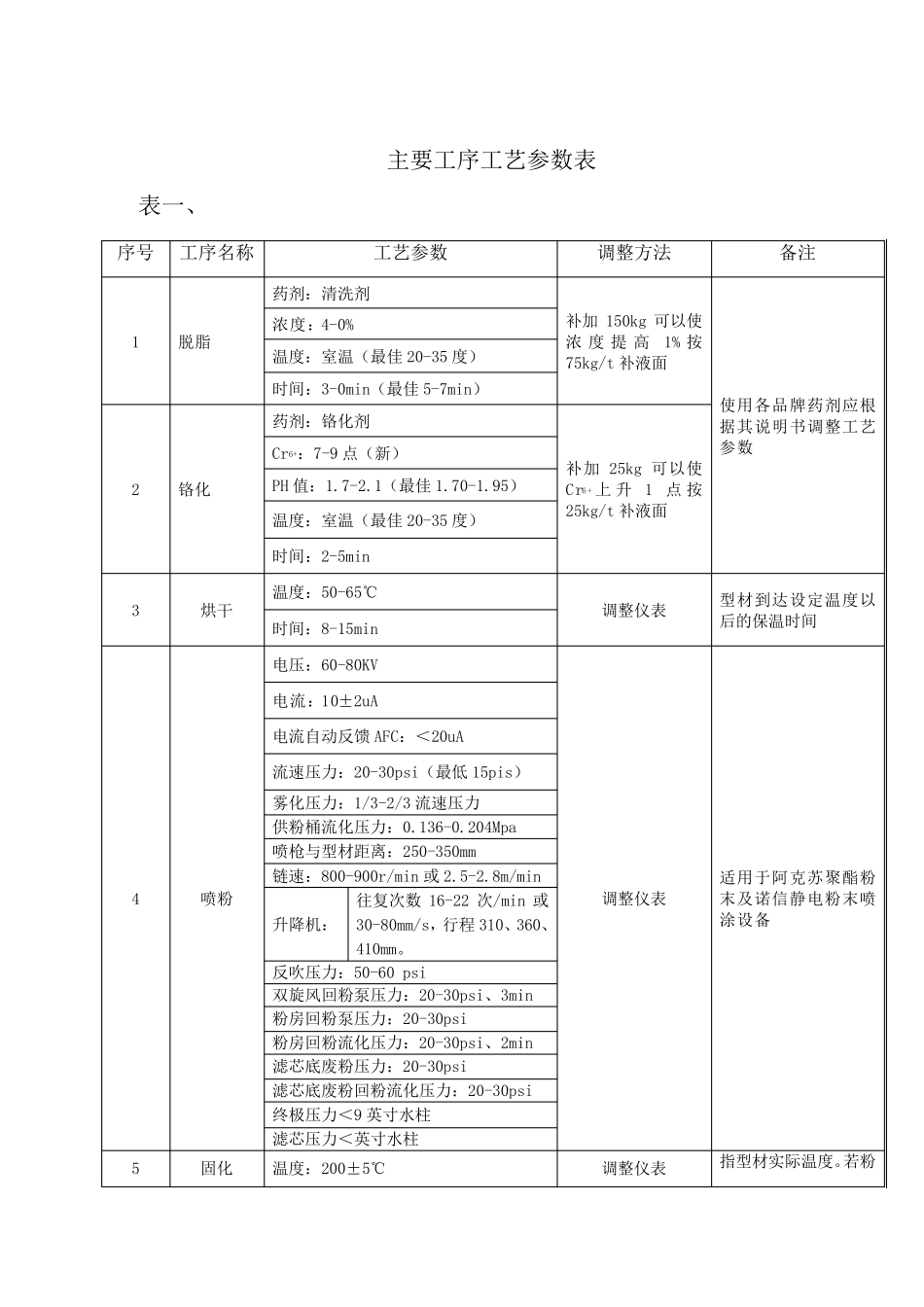
主要工序工艺参数表 表一、 序号 工序名称 工艺参数 调整方法 备注 1 脱脂 药剂:清洗剂 补加150kg 可以使浓度提高1% 按75kg/t 补液面 使用各品牌药剂应根据其说明书调整工艺参数 浓度:4-0% 温度:室温(最佳20-35 度) 时间:3-0min(最佳5-7min) 2 铬化 药剂:铬化剂 补加25kg 可以使Cr6+ 上升1 点按25kg/t 补液面 Cr6+:7-9 点(新) PH 值:1
95) 温度:室温(最佳20-35 度) 时间:2-5min 3 烘干 温度:50-65℃ 调整仪表 型材到达设定温度以后的保温时间 时间:8-15min 4 喷粉 电压:60-80KV 调整仪表 适用于阿克苏聚酯粉末及诺信静电粉末喷涂设备 电流:10±2uA 电流自动反馈 AFC:<20uA 流速压力:20-30psi(最低 15pis) 雾化压力:1/3-2/3 流速压力 供粉桶流化压力:0
204Mpa 喷枪与型材距离:250-350mm 链速:800-900r/min 或 2
8m/min 升降机: 往复次数16-22 次/min 或30-80mm/s,行程 310、360、410mm
反吹压力:50-60 psi 双旋风回粉泵压力:20-30psi、3min 粉房回粉泵压力:20-30psi 粉房回粉流化压力:20-30psi、2min 滤芯底废粉压力:20-30psi 滤芯底废粉回粉流化压力:20-30psi 终极压力<9 英寸水柱 滤芯压力<英寸水柱 5 固化 温度:200±5℃ 调整仪表 指型材实际温度
若粉 时间:10±2min 末使用说明书与此不同,按说明书调整
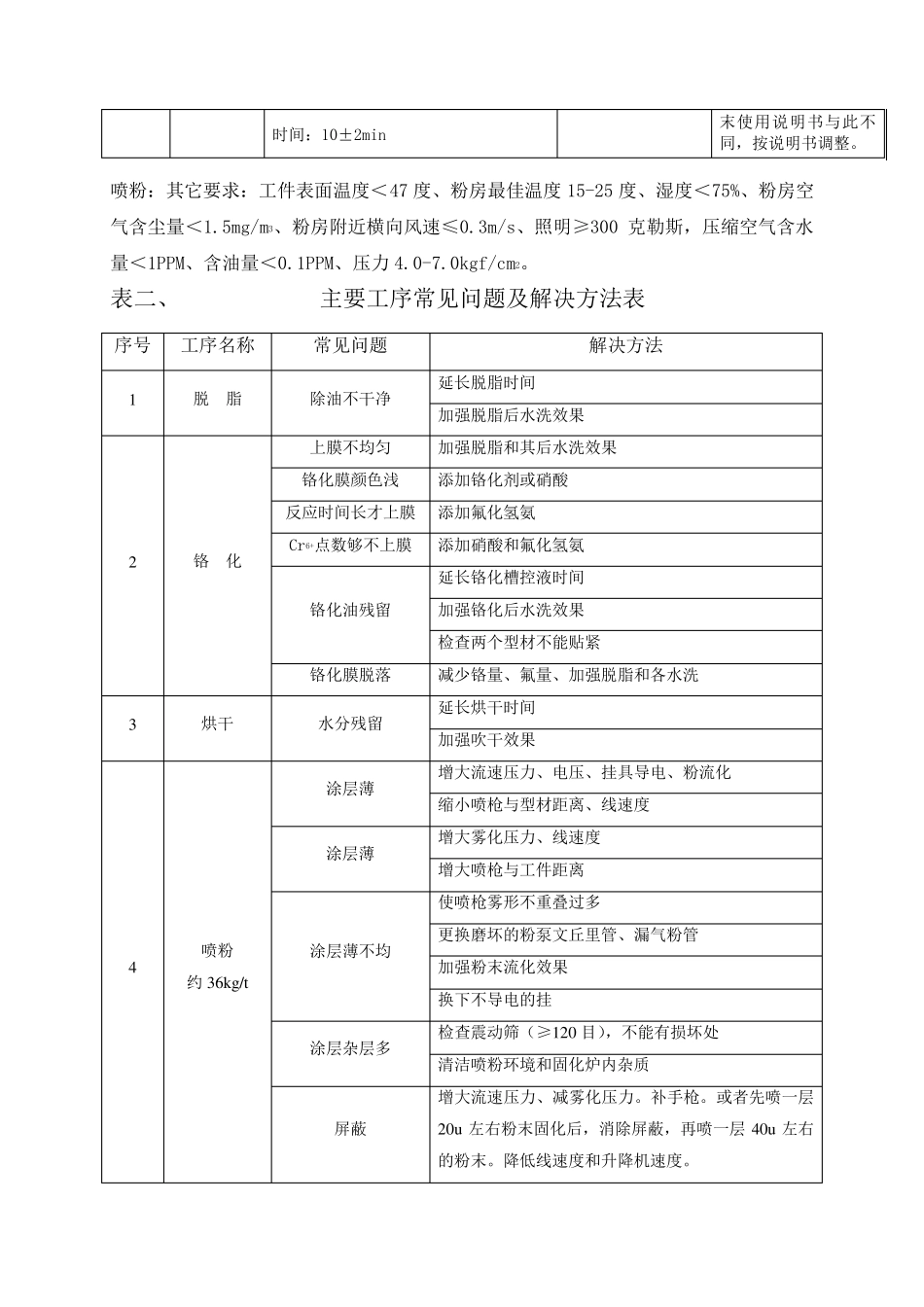
喷粉:其它要求:工件表面温度<47 度、粉房最佳温度 15-25 度、湿度<75%、粉房空气含尘量<1
5mg/m3、粉房附近横向风