施 工 技 术 交 底 记 录 表 工程名称:钢拱架加工、制作 编号:JSJD01-1 分项工程名称 钢拱架加工、制作 交底单位 1 号加工厂 交底日期 2016-4-1 一、适用范围 适用于大瑞铁路 DRBRTJ-5 标 D1K227+500-D1K258+114
95 段段隧道钢拱架的加工
二、机械设备 主要机械设备:等离子切割机、空压机、联合冲剪机、弯拱机、摇臂钻床、电焊机、CO2保护电焊机、10T 龙门吊、运输车等
三、材料准备 进场材料经委托试验检测合格,材料标识牌上检验状态栏已标明合格
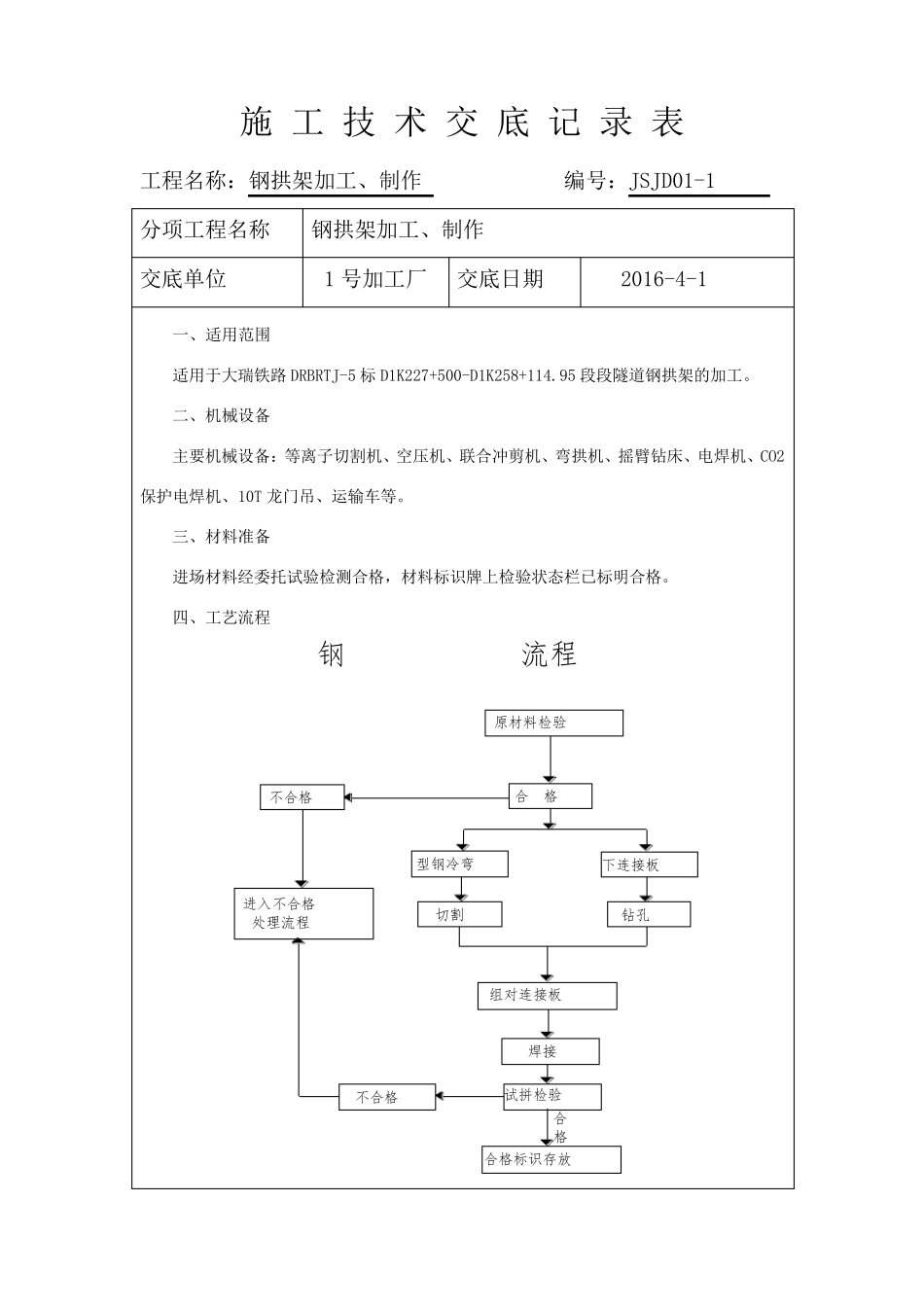
四、工艺流程 原材料检验型钢冷弯下连接板进入不合格 处理流程切割钻孔组对连接板焊接试拼检验合格标识存放不合格不合格合 格合格钢拱架加工工艺流程图 4
1 原 材 检 验 合 格 材 料 标 识 牌 上 检 验 状 态 栏 上 标 明 合 格 , 后 方 可 进 行 钢 拱 架 的 加 工
2 型 钢 冷 弯 4
1 加 工 方 法 钢 拱 架 采 用 冷 弯 加 工 , 将 整 条 9 米 型 钢 调 入 弯 拱 机 , 操 作 油 缸 顶 弯 至 需 要 的 圆 弧 , 启 动电 机 使 工 字 钢 向 前 运 行 , 测 量 检 查 弦 长 以 及 弧 长 , 达 到 要 求 后 再 连 续 卷 制
上 一 条 9 米 的 型钢 和 下 一 条 9 米 型 钢 采 用 焊 接 连 接 后 再 卷 入
根 据 设 计 长 度 , 测 量 弧 长 以 及 弦 长 , 用 等 离 子切 割 机 切 割 断 料
把 工 字 钢 放 在 弯 拱 机 上 , 与 减 速 器 带 动 的 滚 轮 接 触 后 , 将 压 紧 手 柄 进 给 锁 紧 , 然 后 在 数控 液 压 显 示 器 上 输 入 弦 长 弦 高 以 及 小 弯 曲 半 径 进 行 加 工