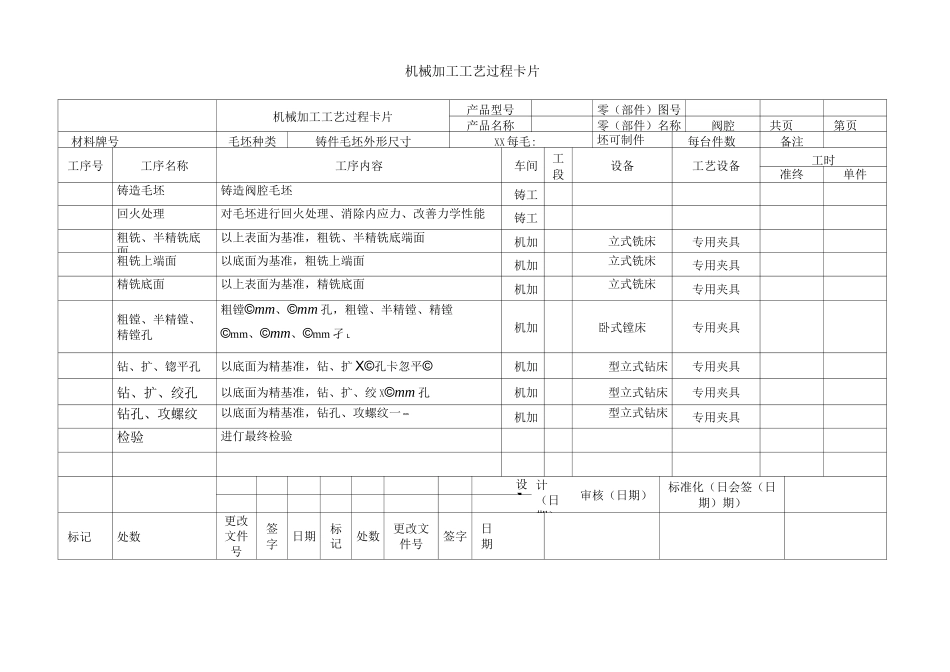
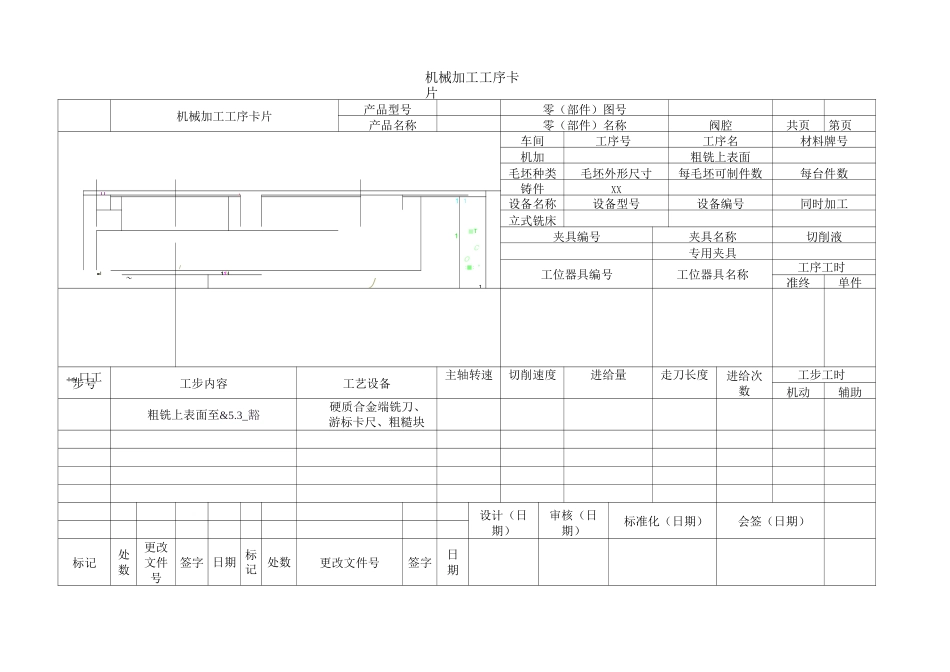
机械加工工艺过程卡片机械加工工艺过程卡片产品型号零(部件)图号产品名称零(部件)名称阀腔共页第页材料牌号毛坯种类铸件毛坯外形尺寸XX 每毛:坯可制件数每台件数备注工序号工序名称工序内容车间工段设备工艺设备工时准终单件铸造毛坯铸造阀腔毛坯铸工回火处理对毛坯进行回火处理、消除内应力、改善力学性能铸工粗铣、半精铣底面以上表面为基准,粗铣、半精铣底端面机加立式铣床专用夹具粗铣上端面以底面为基准,粗铣上端面机加立式铣床专用夹具精铣底面以上表面为基准,精铣底面机加立式铣床专用夹具粗镗、半精镗、精镗孔粗镗©mm、©mm 孔,粗镗、半精镗、精镗©mm、©mm、©mm 孑 L机加卧式镗床专用夹具钻、扩、锪平孔以底面为精基准,钻、扩 X©孔卡忽平©机加型立式钻床专用夹具钻、扩、绞孔以底面为精基准,钻、扩、绞 X©mm 孔机加型立式钻床专用夹具钻孔、攻螺纹以底面为精基准,钻孔、攻螺纹一 mm机加型立式钻床专用夹具检验进仃最终检验设】计(日期)审核(日期)标准化(日会签(日期)期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称阀腔共页第页车间工序号工序名材料牌号机加粗铣上表面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件XXLL1」设备名称设备型号设备编号同时加工111■Tco:■:°1立式铣床夹具编号夹具名称切削液/专用夹具工位器具编号工位器具名称工序工时■I11\L~丿准终单件-I-rH口工步号工步内容工艺设备主轴转速切削速度进给量走刀长度进给次数工步工时机动辅助粗铣上表面至&5
3_豁硬质合金端铣刀、游标卡尺、粗糙块设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字 日期 标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称