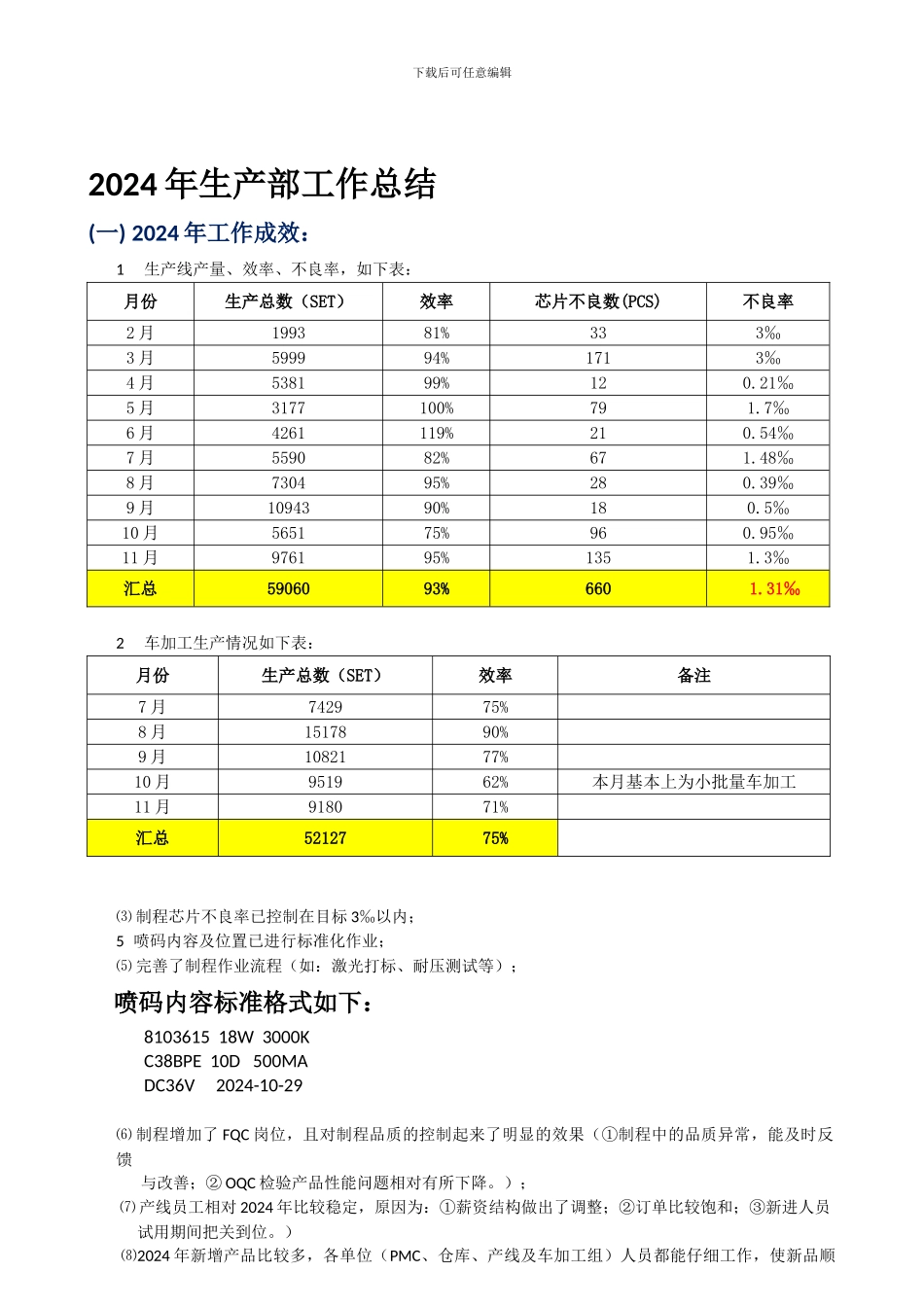
下载后可任意编辑2024 年生产部工作总结(一) 2024 年工作成效:1生产线产量、效率、不良率,如下表:月份生产总数(SET)效率芯片不良数(PCS)不良率2 月199381%333‰3 月599994%1713‰4 月538199%120
21‰5 月3177100%791
7‰6 月4261119%210
54‰7 月559082%671
48‰8 月730495%280
39‰9 月1094390%180
5‰10 月565175%960
95‰11 月976195%1351
3‰汇总5906093%6601
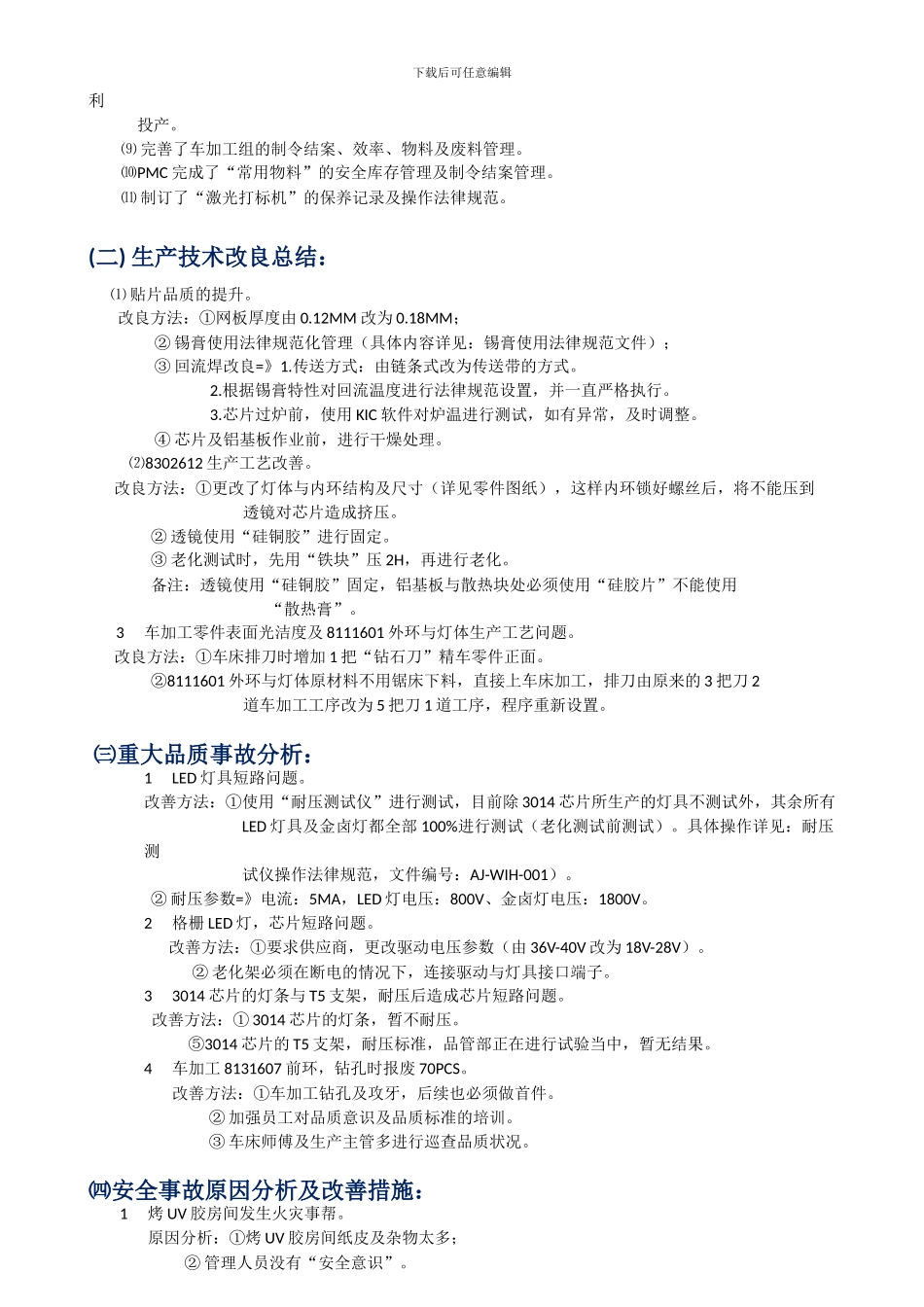
31‰2车加工生产情况如下表:月份生产总数(SET)效率备注7 月742975% 8 月1517890% 9 月1082177% 10 月951962%本月基本上为小批量车加工11 月918071%汇总5212775% ⑶ 制程芯片不良率已控制在目标 3‰以内;5 喷码内容及位置已进行标准化作业;⑸ 完善了制程作业流程(如:激光打标、耐压测试等); 喷码内容标准格式如下:8103615 18W 3000KC38BPE 10D 500MADC36V 2024-10-29⑹ 制程增加了 FQC 岗位,且对制程品质的控制起来了明显的效果(①制程中的品质异常,能及时反馈与改善;② OQC 检验产品性能问题相对有所下降
);⑺ 产线员工相对 2024 年比较稳定,原因为:①薪资结构做出了调整;②订单比较饱和;③新进人员试用期间把关到位
)⑻2024 年新增产品比较多,各单位(PMC、仓库、产线及车加工组)人员都能仔细工作,使新品顺下载后可任意编辑利投产
⑼ 完善了车加工组的制令结案、效率、物料及废料管理
⑽PMC 完成了“常用物料”的安全库存管理及制令结案管理
⑾ 制订了“激光打标机”的保养记录及操作法律规范
(二) 生产技术改良总结: ⑴ 贴片品质的提升