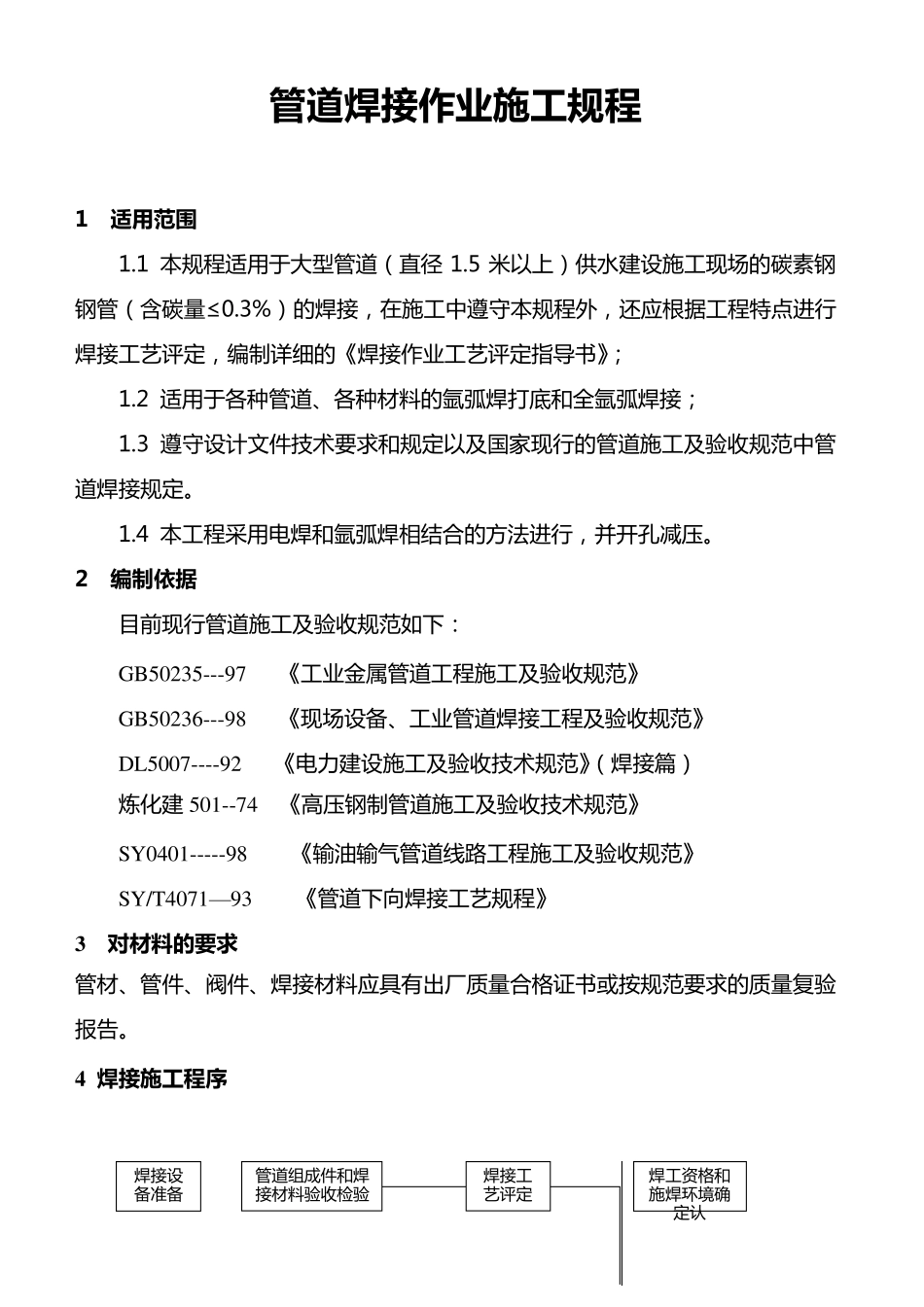
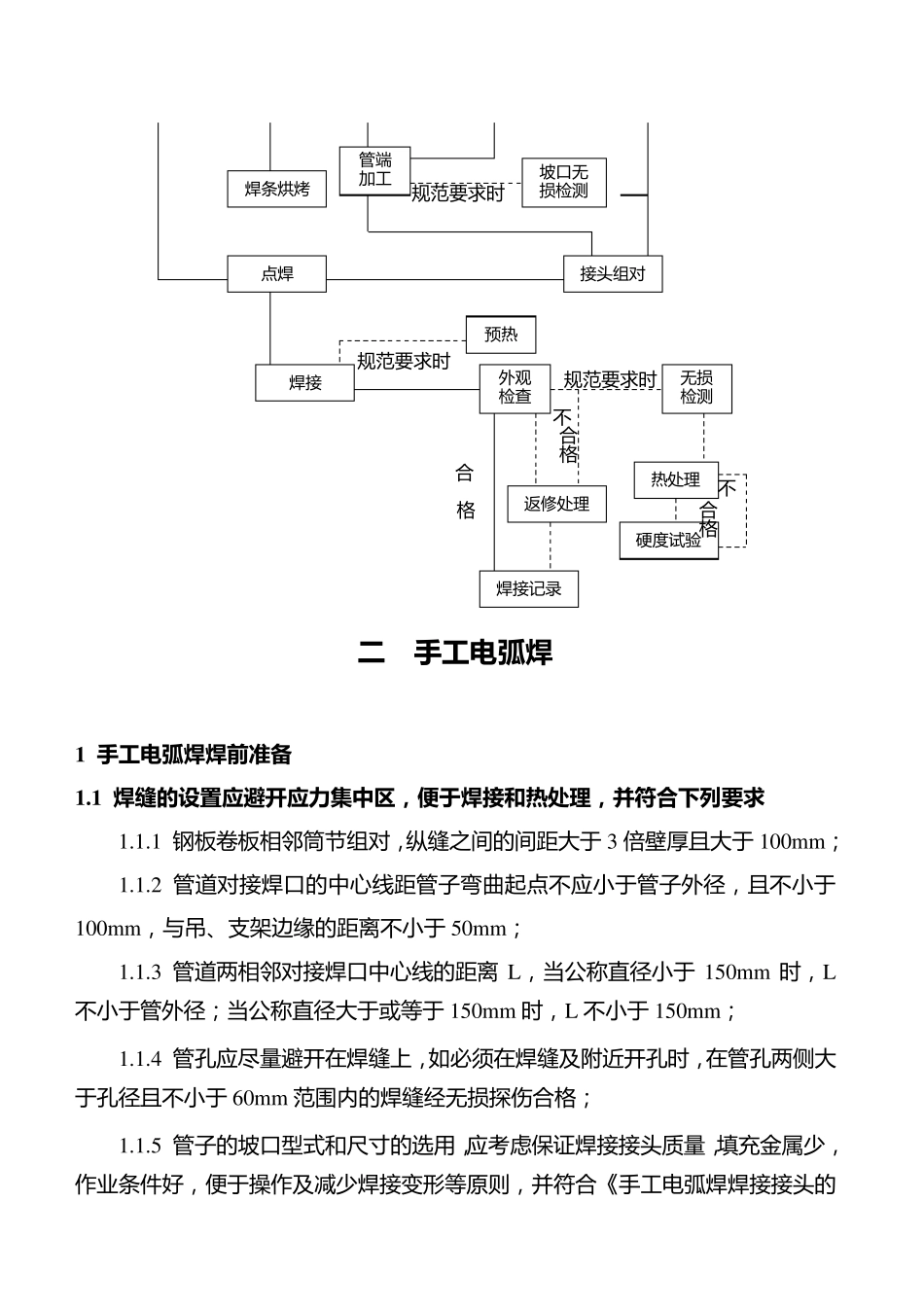
管 道 焊 接 作 业施工规程 1 适用范围 1.1 本 规 程 适 用 于 大 型 管 道 ( 直 径1.5 米 以 上 ) 供 水 建 设 施 工 现 场 的 碳 素 钢钢 管 ( 含 碳 量 ≤0.3%) 的 焊 接 , 在 施 工 中 遵 守 本 规 程 外 , 还 应 根 据 工 程 特 点 进 行焊 接 工 艺 评 定 , 编 制 详 细 的 《 焊 接 作 业 工 艺 评 定 指 导 书 》; 1.2 适 用 于 各 种 管 道 、各 种 材料的 氩弧焊 打底和全氩弧焊 接 ; 1.3 遵 守 设 计文件技术要求和规 定 以 及国家现 行 的 管 道 施 工 及验收规 范中 管道 焊 接 规 定 。 1.4 本 工 程 采用 电焊 和氩弧焊 相结合的 方法进 行 , 并开孔减压。 2 编制依据 目前现 行 管 道 施 工 及验收规 范如下: GB50235---97 《 工 业 金属管 道 工 程 施 工 及验收规 范》 GB50236---98 《 现 场 设 备、工 业 管 道 焊 接 工 程 及验收规 范》 DL5007----92 《 电力建 设 施 工 及验收技术规 范》( 焊 接 篇) 炼化建 501--74 《 高压钢 制 管 道 施 工 及验收技术规 范》 SY0401-----98 《 输油输气管 道 线路工 程 施 工 及验收规 范》 SY/T4071—93 《 管 道 下向焊 接 工 艺 规 程 》 3 对材料的要求 管 材、管 件、阀件、焊 接 材料应 具有出厂质量 合格证书 或按规 范要求的 质量 复验报告。 4 焊 接 施工程序 焊 接 设备准备 管 道 组成件和焊接 材料验收检验 焊 接 工艺 评 定 焊 工 资格和施 焊 环境确定 认 规 范 要 求 时 规 范 要 求 时 规 范 要 求 时 不 合 格 合 不 格 合 格 二 手 工 电 弧 焊 1 手 工 电 弧 焊 焊 前 准 备 1 .1 焊 缝 的 设 置 应 避 开 应 力 集 中 区 , 便 于 焊 接 和 热 处 理 , 并 符 合 下列要求 1.1.1 钢 板 卷 板 相 邻 筒 节 组 对 , 纵 缝 之 间 的 间 距 大 于 3 倍 壁 厚 且 大 于 100m m ; 1.1.2 管 道 对 接 焊 口 的 中 心 线 距 管 子 弯 曲 起 点 不 应 小 于 管 子 外 径 , 且 不 小 于100m m , 与 吊 、支架边缘的 距 离不 小 于...