cura15
1湖南三维精工打印科技有限公司简介相信开源3D打印机的创客们应该都用过著名开源3D打印切片软件—Cura,它是由开源桌面3D打印机Ultimaker领导开发,以"高度整合性"以及"容易使用"为目标而设计的
Cura软件包含了所有3D打印需要的功能,有模型切片以及打印机控制两大部分
其主要特点就一个字:快,它是目前所有3D打印模型软件切片最快的上位机软件,而且软件的操作界面简单明了,最每个参数都提供了详尽的提示,非常容易上手
Cura15
1是目前最新、翻译最准确完善的一个版本,不同于所有之前版本的全新的切片引擎
新软件的主要目的是改进和加入新的功能,从而提高3d打印的质量,为开源切片软件提供一个新的结构,并鼓励在此基础上的进一步开发
中期目标是发布切片软件公认的基准特性,包括能够很好的处理多种(问题)模型和生成支撑结构的能力,是开源切片软件的行业标杆
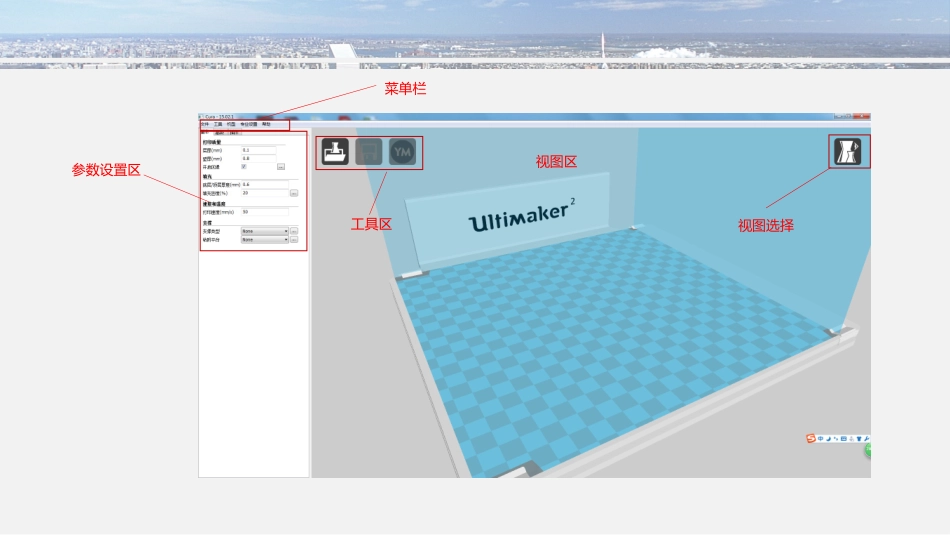
菜单栏参数设置区视图区工具区视图选择连接到YouMagine网站保存文件打开文件镜像清除旋转控制圆模型放回初始位置将模型按照预定角度放平按比例缩放模型显示方式左键:移动物体中键:缩放视角右键:旋转视角shift+右键:平移视角点击模型旋转控制圆,线变成红色,模型以15度为单位旋转按比例缩放,沿着x/y/z轴缩放按尺寸缩放,填入需要增减或减少的尺寸按比例或者尺寸缩放调整模型朝向镜像透明模式层模式,在打印前刻查看切片情况,点击该模式后,拖动右侧进度条即可查看透明模式普通模式,这个模式最常用悬空模式将模型移到平台中心删除模型复制模型模型分解重载所有模型重置所有模型的位置重置所有模型清除所有模型普通质量可设置为0
2mm,高质量设为0
水平方向的边缘厚度回退能避免多余的挤出和拉丝最快可达150mm/s80mm/s以下(可以获得好的打印质量)通常设20%填充率100%为实心0%为空心brimbrim会在