1 / 4 SMAW-FeII-2G-12-Fef3J焊接指导书焊评报告编号:Hpk- Ⅱ-SMAW-2G焊接方法:手工电弧焊接头形式:板对接接头焊接位置:横焊材质: Q345R(16MnR )试件规格: 300× 100×12mm 焊条型号: E5015 规格( mm): Φ3
5 电流类型与极性:直流反接1
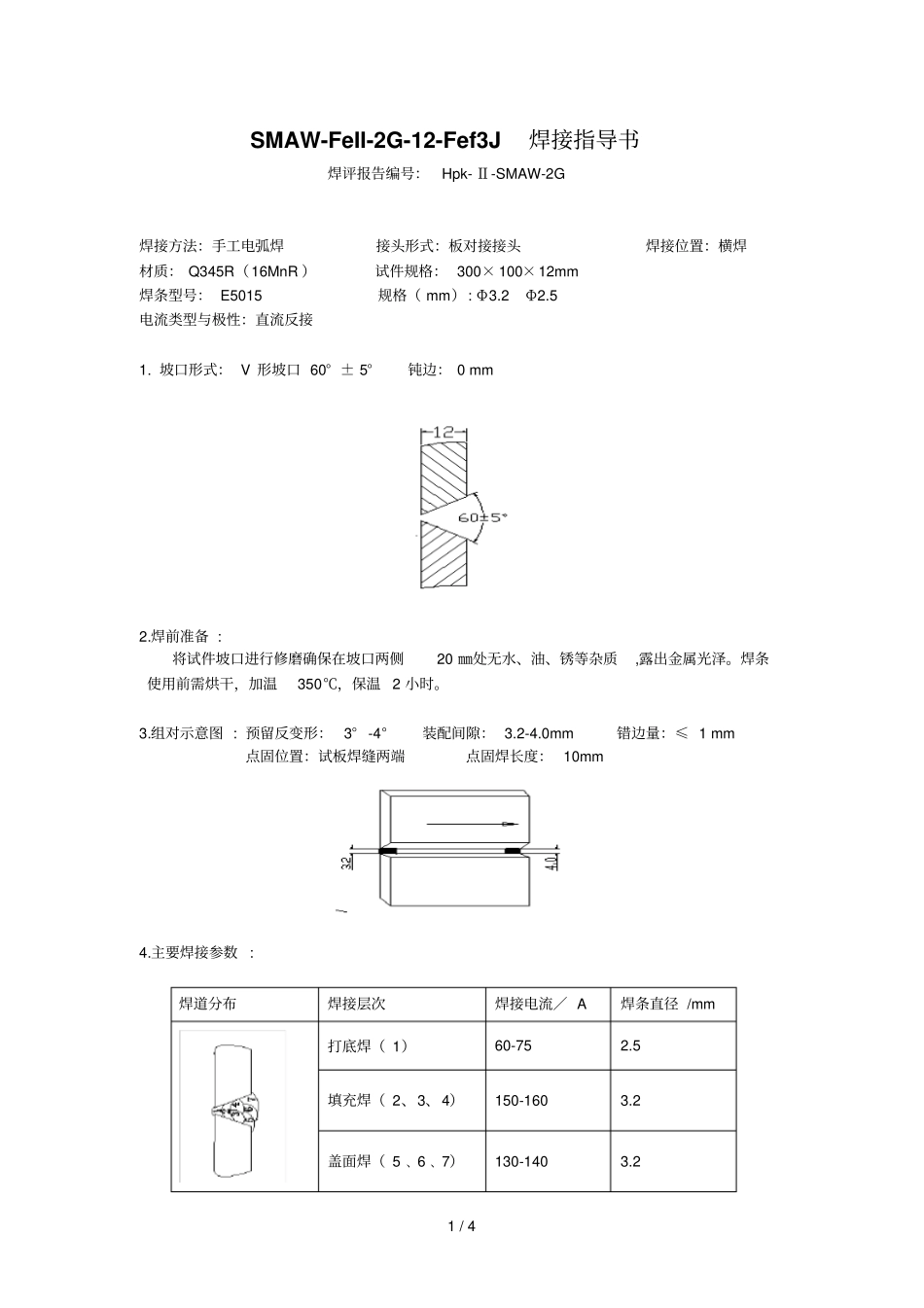
坡口形式: V 形坡口 60° ± 5°钝边: 0 mm 2
焊前准备 : 将试件坡口进行修磨确保在坡口两侧20 ㎜处无水、油、锈等杂质,露出金属光泽
焊条使用前需烘干,加温350℃,保温 2 小时
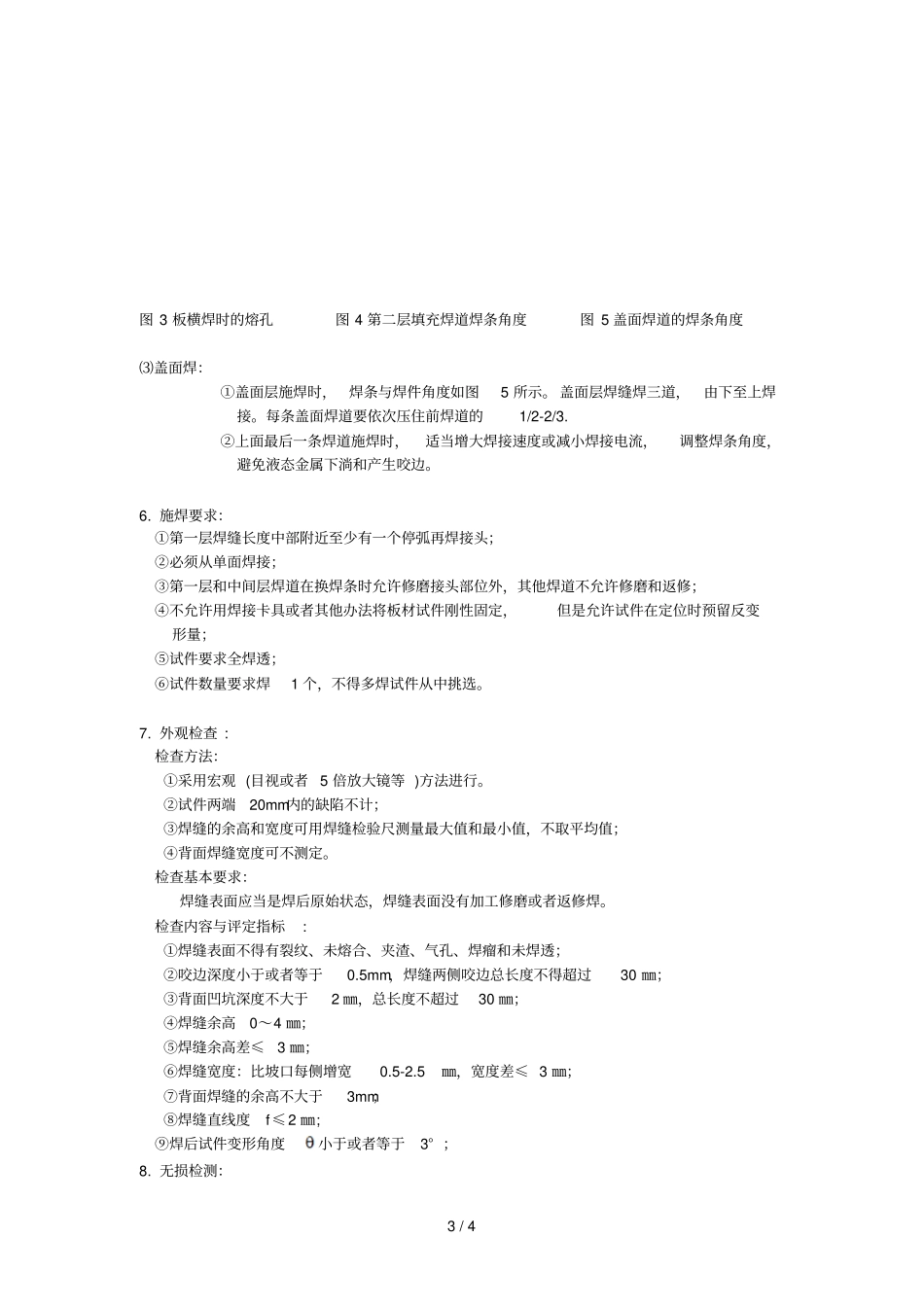
组对示意图 : 预留反变形: 3° -4°装配间隙: 3
0mm 错边量:≤ 1 mm 点固位置:试板焊缝两端点固焊长度: 10mm 4
主要焊接参数 : 焊道分布焊接层次焊接电流∕ A 焊条直径 /mm 打底焊( 1)60-75 2
5 填充焊( 2、3、4)150-160 3
2 盖面焊( 5﹑6﹑7)130-140 3
2 2 / 4 5
操作要点:⑴打底焊:①引弧位置打底焊时在始焊端定位焊缝处引弧,上下摆动向右焊接,到达定位焊缝前沿时,电弧向焊根背面压送,稍停顿,根部被熔化击穿,形成熔孔
②运条方式和焊条角度采用连弧焊法锯齿形运条,上下摆动,短弧,向右连续施焊
焊条角度如图1 所示,运条方法如图2 所示
图 2 板横焊时的运条方法图 1 板横焊时的焊条角度③控制熔孔和熔池电弧在上坡口根部停留时间比在下坡口停留时间稍长,使上坡口根部熔化 1-1
5mm,下坡口根部熔化0
5-1mm,如图 3 所示
电弧的1/3 用来熔化和击穿坡口根部,控制熔孔,电弧的2/3 覆盖在熔池上,保持熔池形状均匀一致
④焊道接头采用热接法或冷接法接头
收弧时,焊条向焊接反方向的下坡口面回拉10-15mm ,逐渐抬起焊条, 形成缓坡; 在距弧坑前约10mm 的上坡