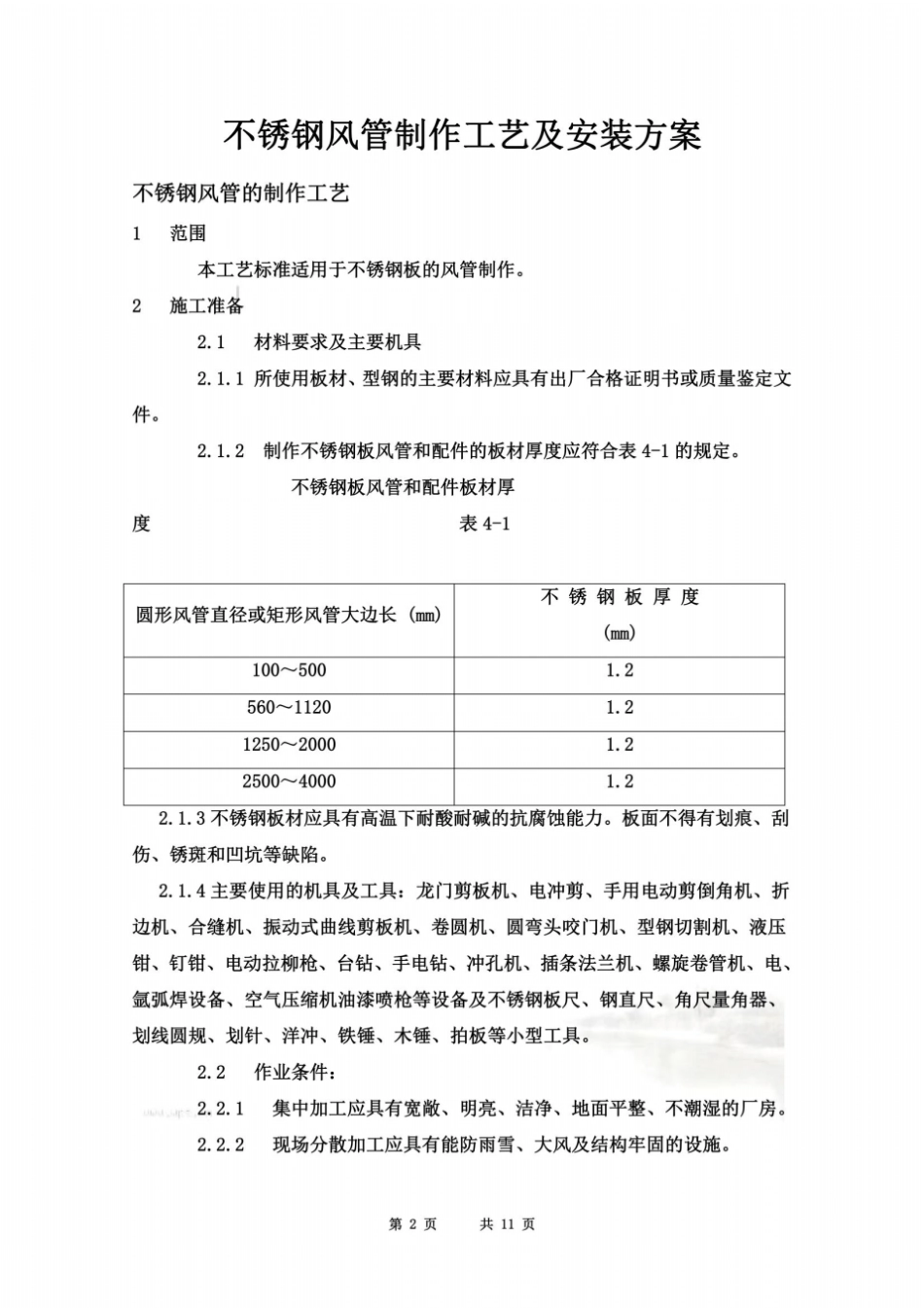
排油烟不锈钢风管制作工艺及安装方案第 3 页共 12 页第 4 页共 12 页2
3 作业地点要有相应加工工艺的基本机具、设施及电源和可靠的安全防护装置,并配有消防器材
4 风管制作应有批准的图纸、 经审查的大样图、 系统图, 并有施工员书面的技术质量及安全交底
3 操作工艺3
1 工艺流程:展开下料→剪切→倒角→咬口制作→风管折方→成型方法兰下料→焊接→打眼冲孔注:无设计要求时,不锈钢风管成品不再行喷漆处理
2 划线的基本线有:直角线、垂直平分线、平行线、角平分线、直线等分、圆等分等
展开方法宜采用平行线法、放射线法和三角线法
根据图及大样风管不同的几何形状和规格、分别进行划线展开
3 板材剪切必须进行下料的复核,以免有误,按划线形状用机械剪刀和手工剪刀进行剪切
4 剪切时, 手严禁伸入机械压板空隙中
上刀架不准放置工具等物品,调整板料时,脚不能放在踏板上
使用固定式震动剪两手要扶稳钢板,手离刀口不得小于 5cm ,用力均匀适当
5 板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作
6 本项工程的不锈钢风管均采用全程自动氩弧焊连接方法
2mm厚的不锈钢板可以达到自动氩弧的焊接界限,焊缝形式应根据风管的构造和焊接方法而定,本工程主要采用纵向直缝焊接
7 焊接好后的板料将画好的折方线放在折方机上,置于下模的中心线
操作时使机械上刀片中心线与下模中心线重合,折成所需要的角度
8 折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配重碰伤
9 法兰加工:第 5 页共 12 页3
1 矩形风管法兰加工:3
1 方法兰由四根不锈钢角钢组焊而成,划线下料时应注意使焊成后的法兰内径不能小于风管的外经,用型钢切割机按线切断
2 下料调直后放在冲床上冲击铆钉孔及螺栓孔、孔距不应大于150mm