91880223
111111169202721
041730223
961538179923631
171666222
85470119492
351570220
740741211955451
581475218
632911233056352
011332216
49751226773
91142213
344828331188154
55975212
2197844362
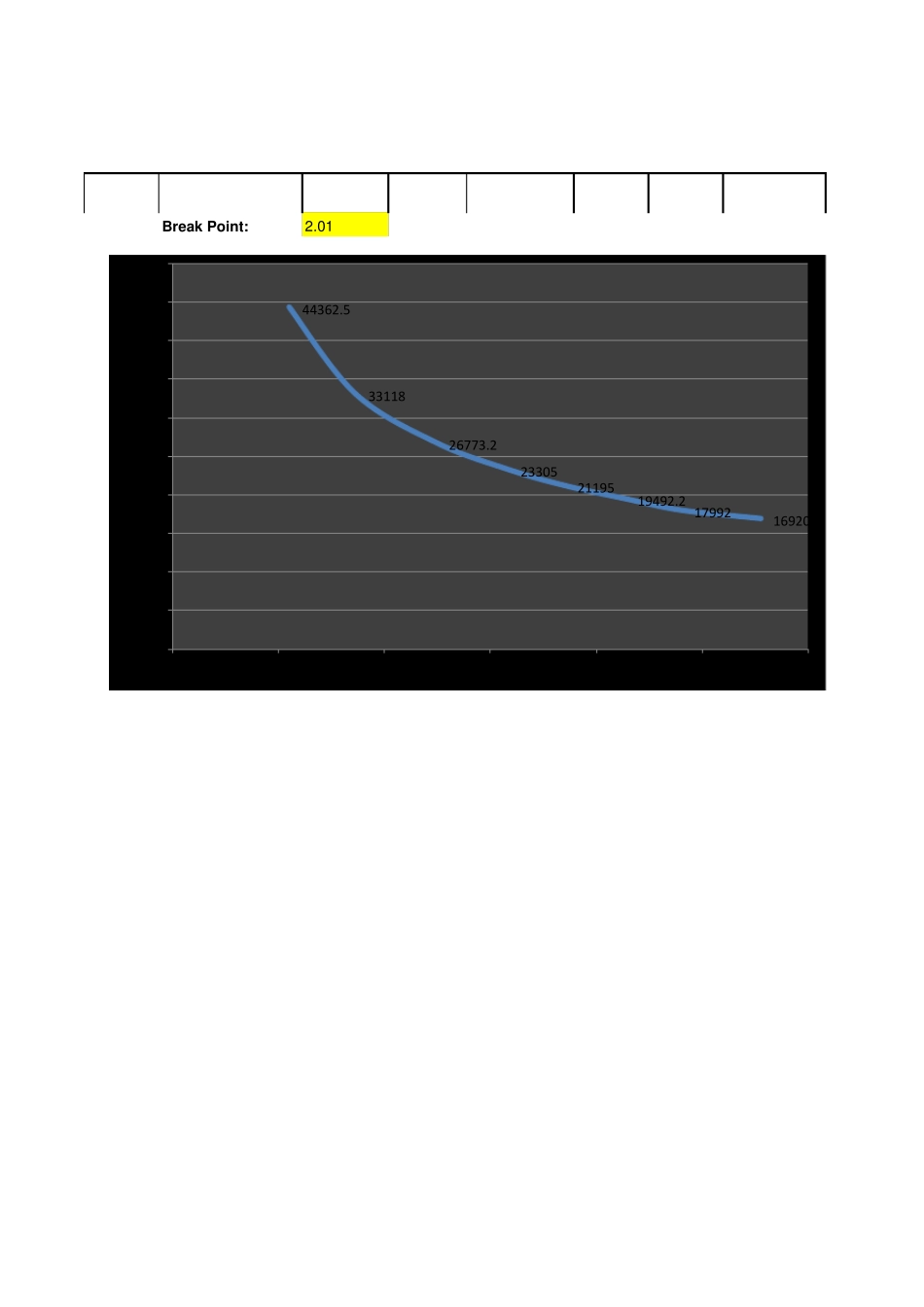
59101112ShearRate剪切率(1/FT)Viscosity粘度(hpsixFT x10)In-Mold Rheology to Determine Fill RateGeneral information:通用信息Tool Temp (°C):模温Machine information:设备信息Melt temp (°C):熔融温度Sumitomo 350T288mm63mm*Press Manufacture/Tonnage:注塑机 /吨位205C115 - 80C214
42Max injection pressure (psi):最高注塑压力Barrel size (stroke, mm):炮筒尺寸(冲程)Barrel size (diameter, mm):炮筒尺寸(直径)Max injection speed (mm/sec):最高注塑速度Pressure @TransferPlastic (ppsi)切换压力Screw length (mm):螺杆长度*Screw design:螺杆设计Injection Speed注塑速度PartWeight零件重量(g)Fill only part weight (g):零件重量(刚填充满)288mmcommon, L/D = 288/6390