工艺员培训(工艺部分) 一、工艺人员应掌握基本机械工程知识
① 机械制图 ② 互换性原理与即使测量(尺寸公差与形位公差、表面粗糙度) ③ 金属材料与热处理 ④ 金属工艺学 ⑤ 机械加工工艺学 ⑥ 金属切削原理与刀具 ⑦ 金属切削机床 ⑧ 夹具设计 ⑨ 材料定额与工时定额 ⑩ 其它 二、金属切削加工工艺入门知识 1
基本术语 ①工艺过程 改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程称为 工艺过程
工艺过程又可分为铸造、锻造、冲压、焊接、机械加工、热处理、装配等
② 机械加工工艺过程 用机械加工方法,改变毛坯的形状、尺寸和表面质量,使其称为零件的过程称为机械加工工艺过程
零件的机械加工工艺过程有许多工序组合而成,每个工序又可分为若干个安装、工位、工步和走刀
③ 工序 一个或一组工人,在一个工作地对同一个或同时对几个工件所连续完成的那一部分工艺过程称为工序
④ 安装 工件经一次装夹(定位和夹紧)后所完成的那一部分工序称为安装
⑤ 定位 为了完成一定的工序部分,一次装夹工件后,工件与夹具或设备的可动部分一起,相对刀具或设备的固定部分所占据的每一个位置称为工位
⑥ 工步 当加工表面、加工工具和切削用量中的转速和进 给 量均 保 持 不 变的情 况 下 完成的那一部分工序称为工步
更 多的基本术语请 参 照 GB/T 4863-2008 机械制造工艺基本术语 2
工艺规 程制订 程序 1) 根 据生产纲 领 ,确 定生产类 型
产品的生产纲 领 (年 产量)和所属生产类 型
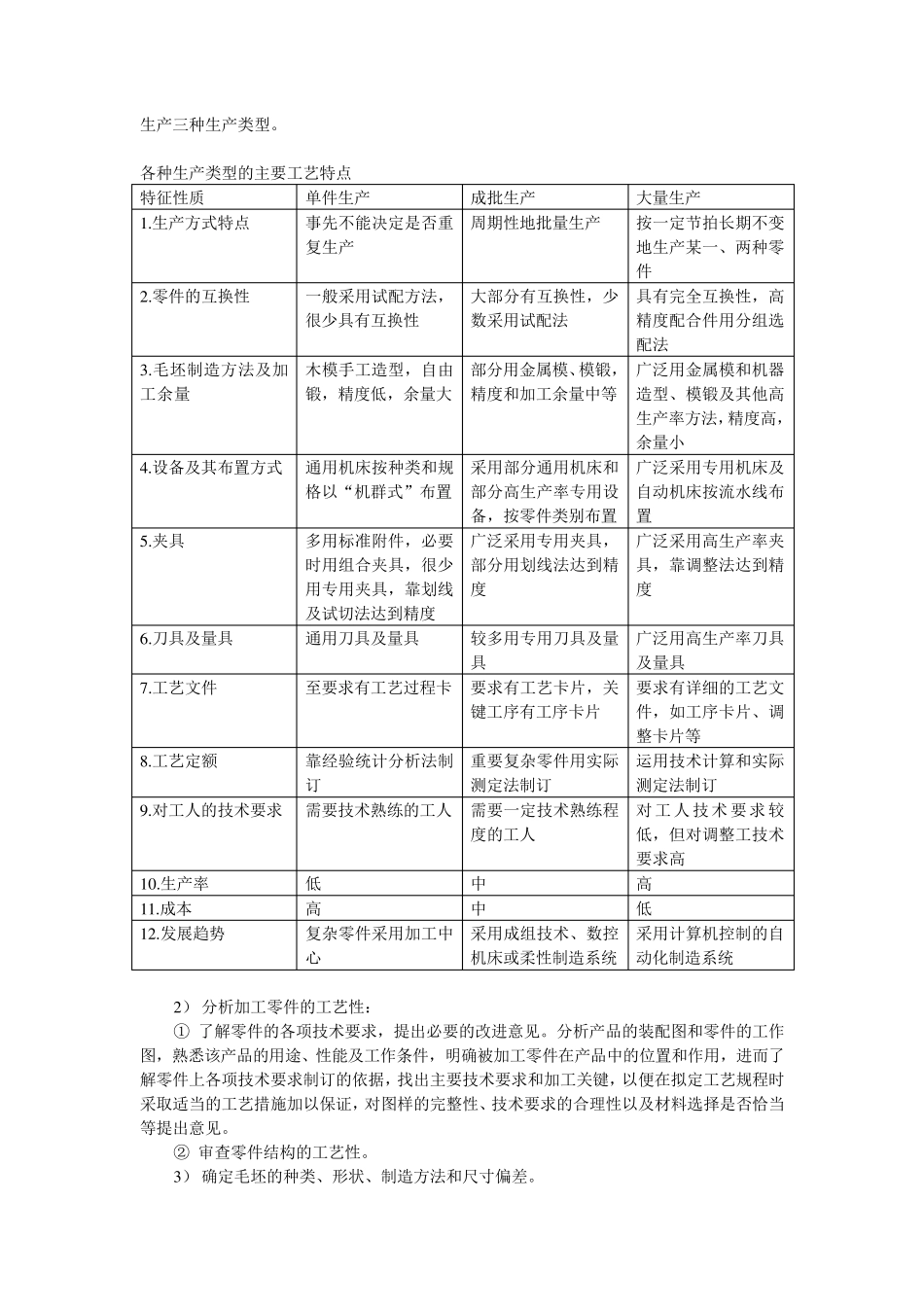
根 据生产的产品(劳 动量)和生产纲 领 的大 小 ,及 其工作地专 业 化 程度的不 同,机械加工车 间 可分为大 量生产、成批 生产和单 件生产三种生产类型
各种生产类型的主要工艺特点 特征性质 单件生产 成批生产 大量生产 1
生产方式特点 事先不能