常用七大工程塑料的应用及特性 常用七大工程塑料的应用及特性 一:七大工程塑料: ABS PA PC PBT PET POM PPO 二:ABS(丙烯腈 丁二烯 苯乙烯) 1、ABS 的性能: ABS 为丙烯腈-丁二烯-苯乙烯三元共聚物,它是无定型聚合物,密度为1
05g/cm3 左右,具有较高的机械强度和良好“竖、韧、钢”的综合性能
ABS 是一种应用广的工程塑料,其品种多样,用途广泛,也称“通用工程塑料”,(MBS 称为透明 ABS),易于成型加工,耐化学腐蚀性差,制品易电镀
2、ABS 的应用: 泵叶轮、轴承、把手、管道、电器外壳、电子产品零件、玩具、表壳、仪表壳、水箱外壳、冷藏库和冰箱内壳
3、ABS 的工艺特点: (1)ABS 的吸湿性较大和耐温性较差,在成型加工前必须进行充分干燥和预热,将水分含量控制在 0
(2)ABS 树脂的熔融粘度对温度的敏感性较低(与其它无定型树脂不同)
ABS的注射温度虽然比 PS 稍高,但不能像 PS 那样有较宽松的升温范围,不能用盲目升温的办法来降低其粘度,可用增加螺杆转速或提升注射压力/速度的办法来提高其流动性
一般加工温度在 190~235℃为宜
(3)ABS 的熔融粘度属中等,比 PS、HIPS、AS 均较高,流动性较差,需采用较高的注射压力啤贷
(4)ABS 采用中等到注射速度啤贷效果好(除非形状复杂、薄辟制件需用较高的注射速度),产品水口位易产生气纹
(5)ABS 成型温度较高,其模温一般调节在 45~80℃
生产较大产品时,定模(前模)温度一般比动模(后模)略高5℃左右为宜
(6)ABS 在高温炮筒内停留时间不宜过长(应小于 30 分钟),否则易分解发黄
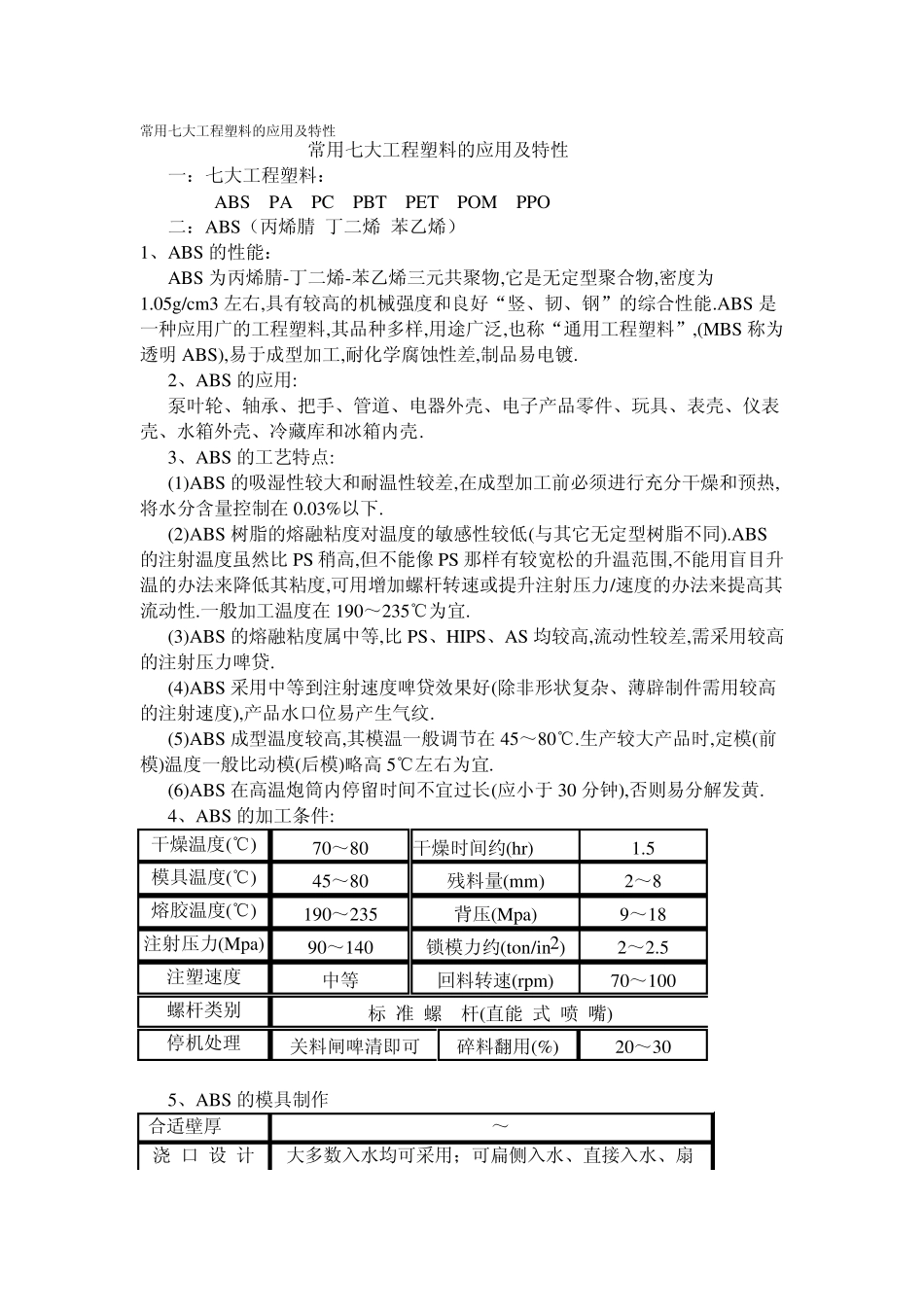
4、ABS 的加工条件: 干燥温度(℃) 70~80 干燥时间约(hr) 1
5 模具温度(℃) 45~80 残料量(mm) 2~8 熔胶温度