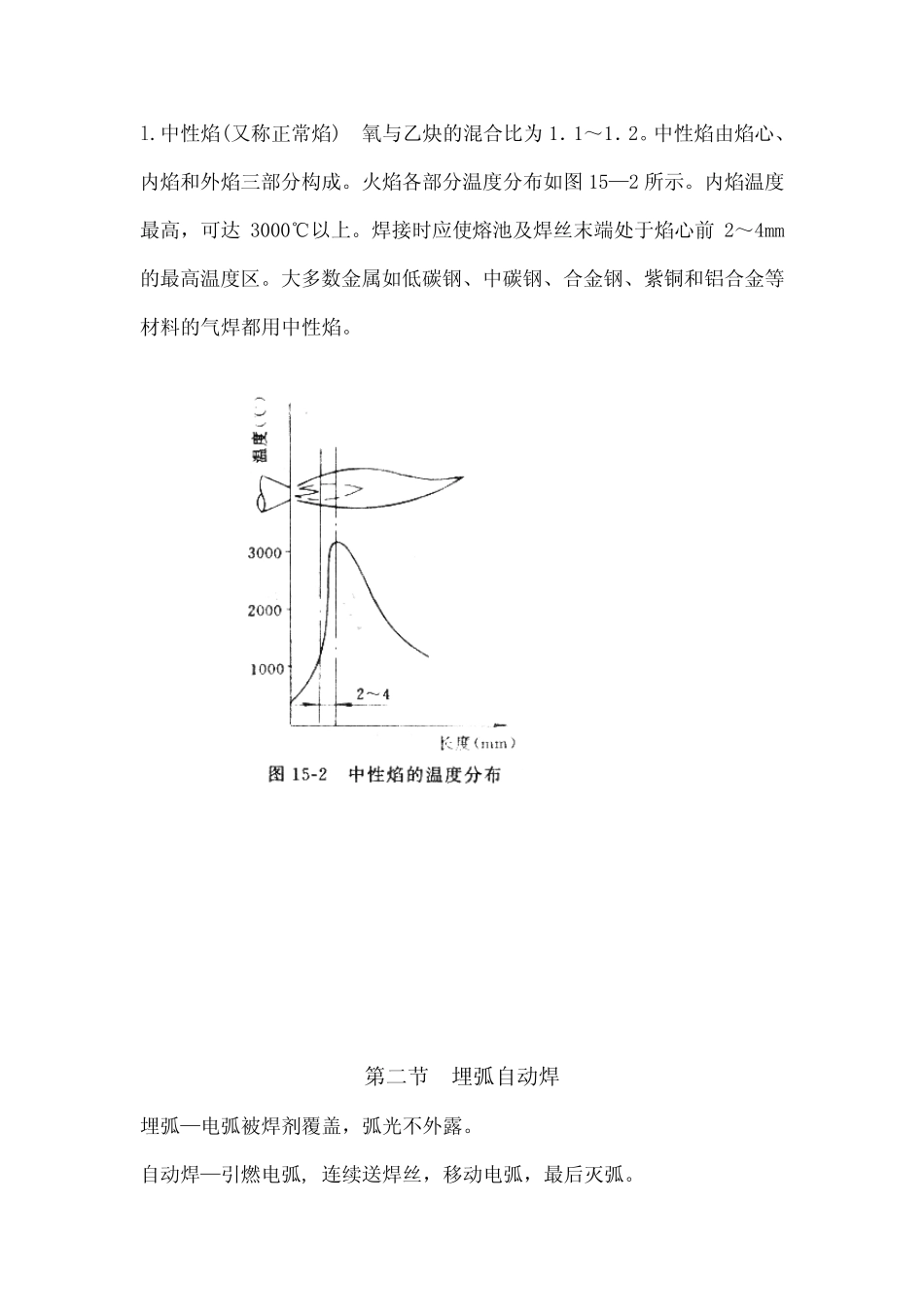
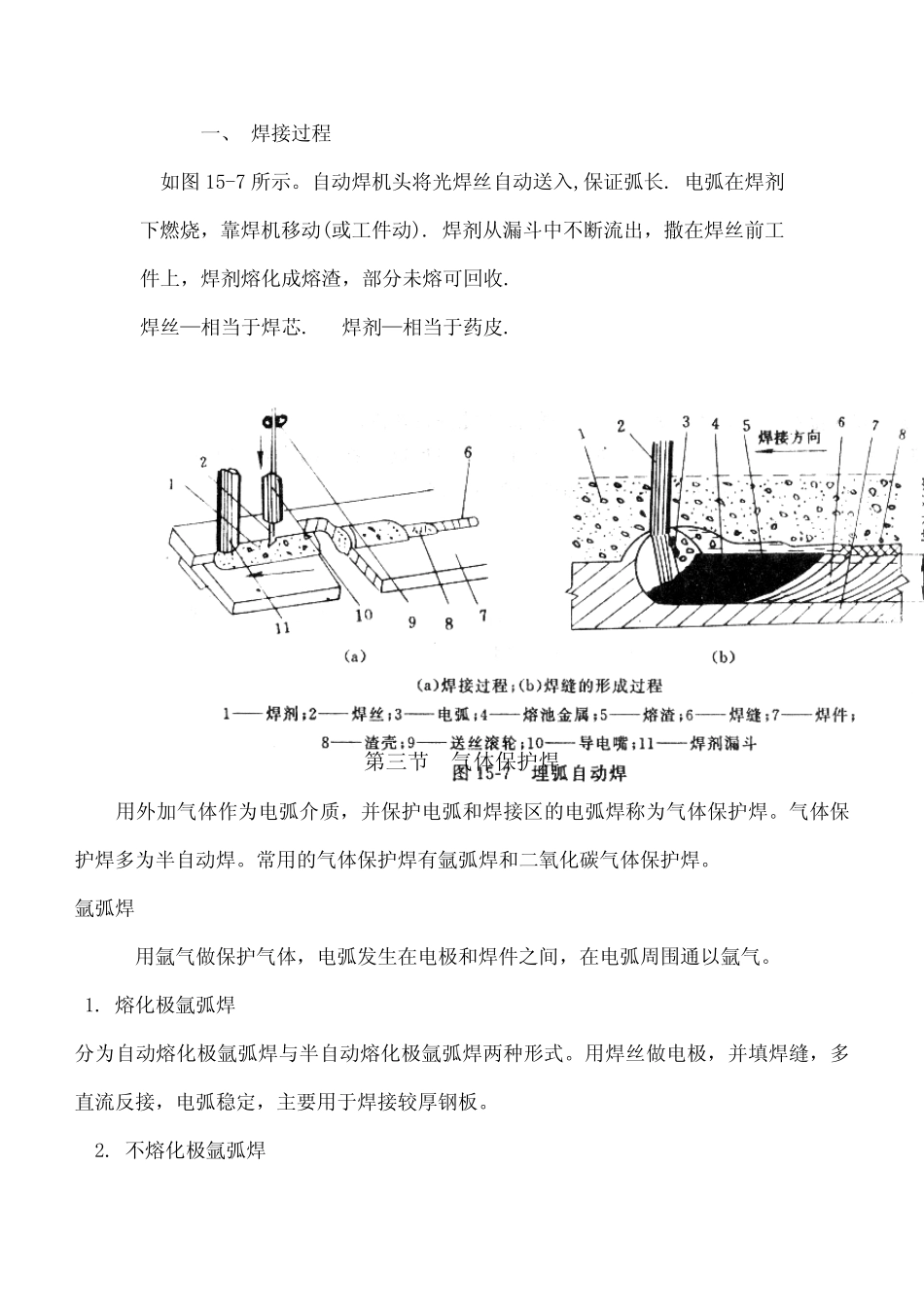
第十五章 常用焊接方法 第一节 气焊与气割 气焊与气割是利用可燃气体燃烧时所放出的热量来焊接和切割金属的一种气体火焰加工方法.气体火焰是由可燃气体和助燃气体混合燃烧而形成的,火焰中的最高温度一般可达2000—3000℃. 一、气焊 目前,气焊主要采用氧—乙炔焰作为热源,只有在焊接低熔点材料时才可选用其他可燃气体。 (一)氧—乙炔焰的种类、构造和性质 乙炔和氧的混合气体,由焊矩喷出并点燃就形成氧—乙炔焰。 化学反应式为: C2H2+2.502→2C02+H2O+311.15 千卡/克分子 l.中性焰(又称正常焰) 氧与乙炔的混合比为1.1~1.2。中性焰由焰心、内焰和外焰三部分构成。火焰各部分温度分布如图15—2 所示。内焰温度最高,可达 3000℃以上。焊接时应使熔池及焊丝末端处于焰心前 2~4mm的最高温度区。大多数金属如低碳钢、中碳钢、合金钢、紫铜和铝合金等材料的气焊都用中性焰。 第二节 埋弧自动焊 埋弧—电弧被焊剂覆盖,弧光不外露。 自动焊—引燃电弧, 连续送焊丝,移动电弧,最后灭弧。 一、 焊接过程 如图15-7 所示。自动焊机头将光焊丝自动送入,保证弧长. 电弧在焊剂下燃烧,靠焊机移动(或工件动). 焊剂从漏斗中不断流出,撒在焊丝前工件上,焊剂熔化成熔渣,部分未熔可回收. 焊丝—相当于焊芯. 焊剂—相当于药皮. 第三节 气体保护焊 用外加气体作为电弧介质,并保护电弧和焊接区的电弧焊称为气体保护焊。气体保护焊多为半自动焊。常用的气体保护焊有氩弧焊和二氧化碳气体保护焊。 氩弧焊 用氩气做保护气体,电弧发生在电极和焊件之间,在电弧周围通以氩气。 1. 熔化极氩弧焊 分为自动熔化极氩弧焊与半自动熔化极氩弧焊两种形式。用焊丝做电极,并填焊缝,多直流反接,电弧稳定,主要用于焊接较厚钢板。 2. 不熔化极氩弧焊 电极:钨或钨合金,(熔点:3380—3600℃)只导电产生电弧,必要时需另加焊丝。 (1) 直流正接:钨→阴极,工件→阳极,以减少钨损耗。 (2) 交流或直流反接:焊铝镁及其合金时,因在焊件和熔池表面易形成熔点很高的氧化物薄膜,阻碍金属熔合和电弧稳定燃烧,应采用较大氩正离子撞击氧化膜,使之破碎以利于焊合,多用交流,电流不能太大,钨极氩弧焊口适用于δ≤6mm 薄板。 3 .特点 1) 焊区保护,焊接质量好。 2) 电弧稳定、飞溅少,焊缝致密,表面没有残渣,成形美观。 3) 电弧在压缩气流下燃烧,热量集中,熔池小,热影响区小,焊接变形小,焊接速度较快...