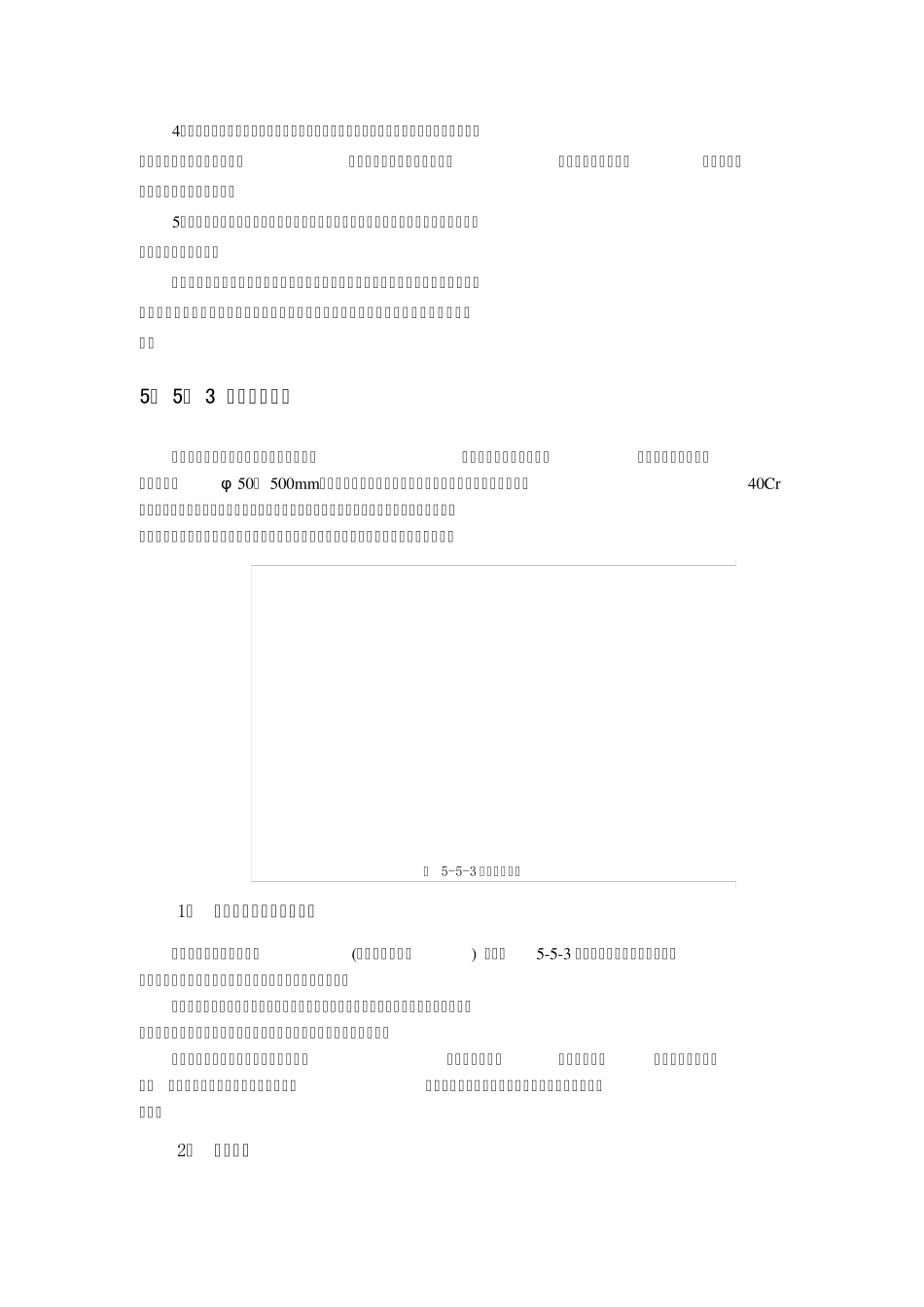
( a)立铣刀周铣平面图 ( b)面铣刀端铣平面 图 5-5-2 平面铣削方法 5. 5 平面铣削工艺、编程 5. 5. 1 平面铣削加工的内容、要求 平面铣削通常是把工件表面加工到某一高度并达到一定表面质量要求的加工
分析平面铣削加工的内容应考虑:加工平面区域大小,加工面相对基准面的位置;分析平面铣削加工要求应考虑:加工平面的表面粗糙度要求,加工面相对基准面的定位尺寸精度,平行度,垂直度等要求
如图5-5-1 所示工件的上表面,区域大小为80× 120矩形,距基准面40 ㎜高度位置,并相对基准面A 有 0
08㎜的平行度要求,形状公差0
04 ㎜平面度要求,Ra3
2 表面质量要求
平面铣削加工内容、要求的正确分析是进行平面铣削工艺设计的前提
5. 5. 2 平面铣削方法 对平面的铣削加工,存在用立铣刀周铣和面铣刀端铣两种方式,如图5-5-2
用面铣刀端铣有如下特点: 1、用端铣的方法铣出的平面,其平面度的好坏主要取决于铣床主轴轴线与进给方向的垂直度
面铣刀加工时,它的轴线垂直于工件的加工表面
2、端铣用的面铣刀其装夹刚性较好,铣削时振动较小
3、端铣时,同时工作的刀齿数比较周铣时多,工作较平稳
这时因为端铣时刀齿在铣削层宽度的范围内工作
图 5-5-1 工平面加工工件 4、端铣用面铣刀切削,其刀齿的主、副切削刃同时工作,由主切削刃切去大部分余量,副切削刃则可起到修光作用,铣刀齿刃负荷分配也较合理,铣刀使用寿命较长,且加工表面的表面粗糙度值也比较小
5、端铣的面铣刀,便于镶装硬质合金刀片进行高速铣削和阶梯铣削,生产效率高,铣削表面质量也比较好
一般情况下,铣平面时,端铣的生产效率和铣削质量都比周铣高,所以平面铣削应尽量端铣方法
一般大面积的平面铣削使用面铣刀,在小面积平面铣削也可使用立铣刀端铣
5. 5. 3 面铣刀及选用 面铣刀的圆周表面和端面上都有