卧式数控车床加工精度沈阳第一机床厂技术部退休职工杨树诚2004、11 1 在制定工艺方案、 审核用户提供的零件时,能不能加工以及如何加工,要由两方面确定:一是加工件的尺寸,形状和材质;二是待加工零件各部位的尺寸精度;成批加工稳定性要求;形位公差和粗糙度要求、本文探讨后一个问题
一、尺寸精度:JB/T 9871-1999《金属切削机床精度等级》 3、4 节中有这样的叙述: “相对精度等级为 P 级的圆柱面加工机床,如能达到IT6 至 IT7 的公差,圆度、圆柱度达 8 级的加工精度,则一般应放在绝对精度等级Ⅴ 级的位置上(例如卧式车床)
”即标准中明确了卧式车床为相对精度P 级(即普通精度等级) 机床,绝对精度等级为Ⅴ级,加工精度为IT6~ IT7
数控车床 CAK 系列是在卧式车床的基础上发展起来的,它执行的JB/T8324、1-96《简式数控卧式车床精度》的主要项目与卧式车床相同,因此CAK 系列加工精度应为IT6 ~IT7
普及型数控车床 CKS 系列在主要部件制造精度、成品精度上较经济型数控车床有所提高,执行的GB/T16462-1996《数控卧式车床精度检验》也比《简式数控卧式车床精度》有所提高
CKS 系列加工精度应确定为IT6
CKG6132数控高精度车床、 CHH6125 卧式车削中心应属于相对精度M 级(精密级) 或 G级(高精密级)机床,绝对精度为Ⅳ或Ⅲ级,其加工精度为IT5 ~IT6
上述精度要求是标准或参照标准规定,也是写在样本、说明书中对用户的承诺,是必须达到的
从发展趋势看用户对数控卧式车床加工精度有提高的要求:如汽车的主要部件制造精度在提高;有些用户要求以车代磨等
我们应力争加工精度达到更高些
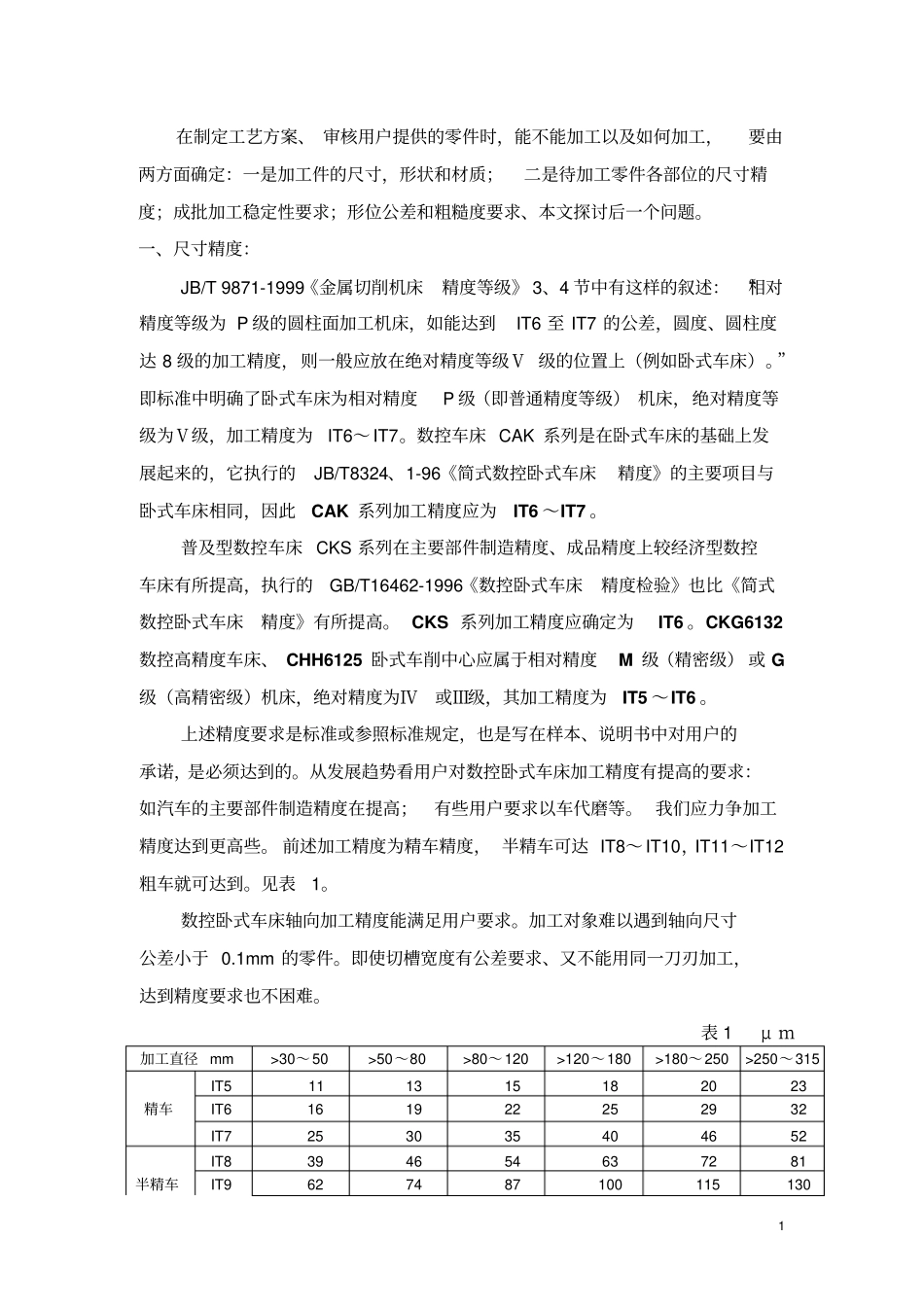
前述加工精度为精车精度, 半精车可达 IT8~ IT10,IT11~IT12粗车就可达到
数控卧式车床轴向加工精度能满足用户要求