碧水蓝庭车库耐力板雨棚施工组织方案一、耐力板雨棚施工工艺流程测量放线→钢构造防腐解决→钢构造安装→安装耐力板→打胶→清理现场→验收 二、耐力板雨棚施工方案 1、测量放线1
1 根据现场基准线,复核无误后放线
用经纬仪定出耐力板外表面竖向分格母线,并用固定钢支架上的钢丝线作为标志控制线,放出每个分格中心线
2 用水平仪和原则钢卷尺等在钢丝线上测出点驳耐力板的水平分格点并做上标记
3 放线定位后,要对控制订位点定时校核,以确保其分格在对的位置
2、耐力板雨棚元件加工制作 2
1 制作的普通规定 2
1 耐力板的制作及施工技术规定 (1)耐力板边长尺寸偏差+1
0mm,对角线尺寸允许偏差+2
0mm,钻孔孔位允许偏差+0
(2)耐力板最大分格尺寸不适宜超出 1
5m,经特殊解决或有特殊规定,再采用对应安全方法能够适宜放宽
(3)在施工现场中,耐力板应寄存在无雨、无雾的地方,以避免耐力板破损
2 钢构造制作及施工技术规定 (1)钢构造组合构件根据施工现场实际状况选用合理的现场施工组织方案
(2)钢构造拼接单元节点偏差不得不不大于+2
(3)钢构造长度允许偏差不得超出 1/
(4)钢构造垂直度允许偏差 1/,绝对误差不不不大于 5mm
2 耐力板加工 2
1 经磨边后的耐力板板块边沿不应出现炸边、缺角等缺点
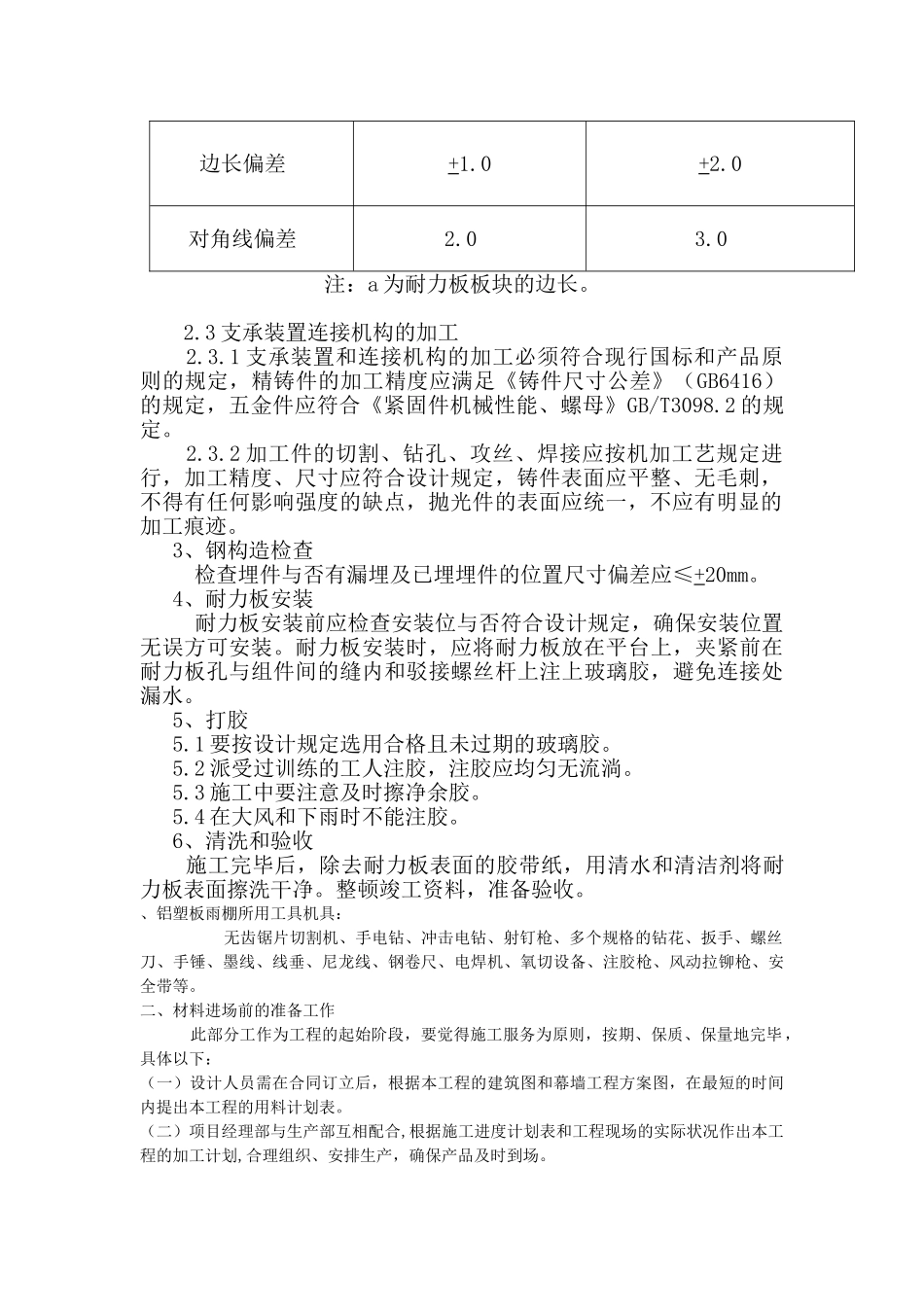
2 磨边后耐力板板块的尺寸允许偏差应符合下表的规定表 4 耐力板板块尺寸允许偏差(mm)项目a≤1
5m<a≤1
5m边长偏差+1
0对角线偏差2
0注:a 为耐力板板块的边长
3 支承装置连接机构的加工 2
1 支承装置和连接机构的加工必须符合现行国标和产品原则的规定,精铸件的加工精度应满足《铸件尺寸公差》(GB6416)的规定,五金件应符合《紧固件机械性能、螺母》GB