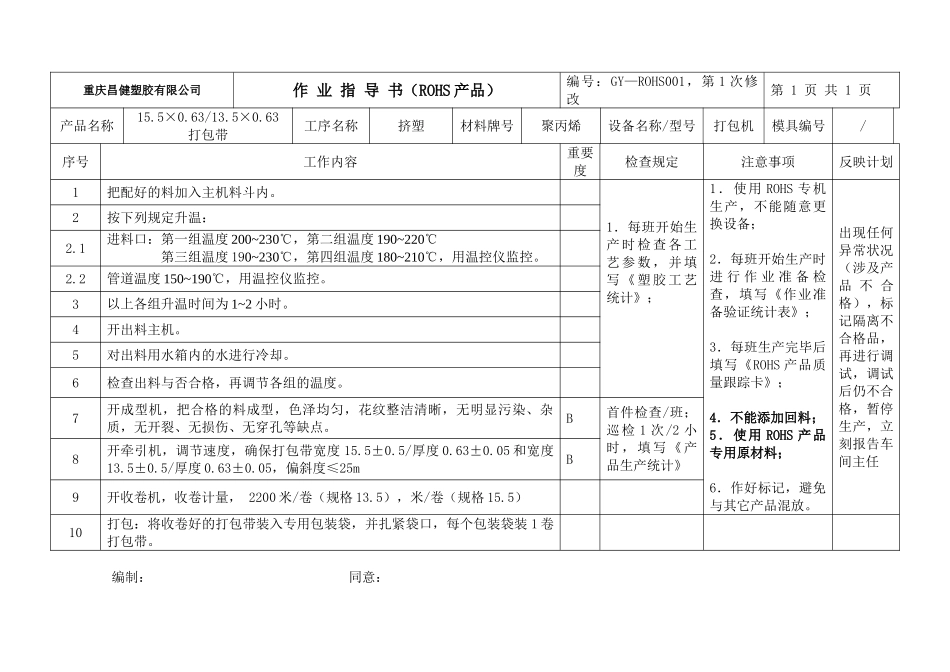
重庆昌健塑胶有限公司作 业 指 导 书(ROHS 产品)编号:GY—ROHS001,第 1 次修改第 1 页 共 1 页产品名称15
63打包带工序名称挤塑材料牌号聚丙烯设备名称/型号打包机模具编号/序号工作内容重要度检查规定注意事项反映计划1把配好的料加入主机料斗内
1.每班开始生产时检查各工艺参数,并填写《塑胶工艺统计》;1.使用 ROHS 专机生产,不能随意更换设备;2.每班开始生产时进 行 作 业 准 备 检查,填写《作业准备验证统计表》;3.每班生产完毕后填写《ROHS 产品质量跟踪卡》;4.不能添加回料;5.使用 ROHS 产品专用原材料;6.作好标记,避免与其它产品混放
出现任何异常状况(涉及产品 不 合格),标记隔离不合格品,再进行调试,调试后仍不合格,暂停生产,立刻报告车间主任2按下列规定升温:2
1进料口:第一组温度 200~230℃,第二组温度 190~220℃ 第三组温度 190~230℃,第四组温度 180~210℃,用温控仪监控
2管道温度 150~190℃,用温控仪监控
3以上各组升温时间为 1~2 小时
4开出料主机
5对出料用水箱内的水进行冷却
6检查出料与否合格,再调节各组的温度
7开成型机,把合格的料成型,色泽均匀,花纹整洁清晰,无明显污染、杂质,无开裂、无损伤、无穿孔等缺点
B首件检查/班;巡检 1 次/2 小时,填写《产品生产统计》8开牵引机,调节速度,确保打包带宽度 15
5/厚度 0
05 和宽度13
5/厚度 0
05,偏斜度≤25mB9开收卷机,收卷计量, 2200 米/卷(规格 13
5),米/卷(规格 15
5)10打包:将收卷好的打包带装入专用包装袋,并扎紧袋口,每个包装袋装 1 卷打包带
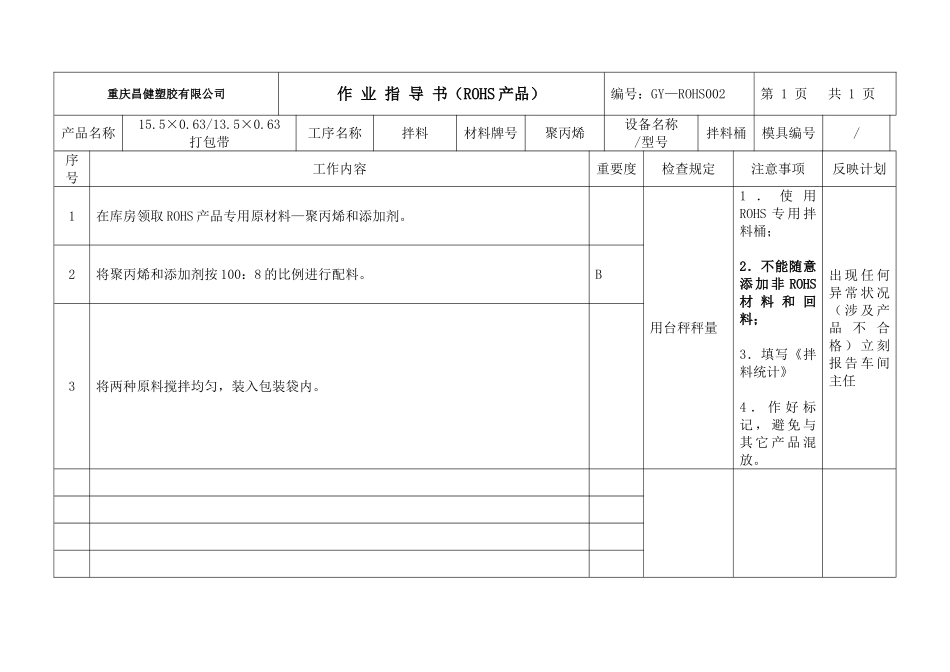
编制: 同意:重庆昌健塑胶有限公司作 业 指 导 书(ROHS