激光拼焊板技术及其在汽车行业的应用 传统工艺中汽车车身零件有两种成形方法:分离成形和整体成形
分离成形方法是将大型零件分成小型单个件分别成形,然后焊接成部件,其优点是可以根据各部位的要求选择不同材质、不同厚度的材料;缺点是需要更多的工装模具和设备的投入,制造成本较高,同时焊接总成的配合精度和整车质量也有所下降
整体成形法是用整体板料直接成形大型零件
主要的优点是工装模具和设备的投入大大减少,制造成本相对较低,产品质量得到了提高;缺点是必须对零件所有部位采用相同材质和相同厚度的材料,难以很好的实现结构优化的需要
激光拼焊板技术 激光拼焊板技术是基于成熟的激光焊接技术发展起来的现代加工工艺技术,是通过高能量的激光将几块不同材质、不同厚度、不同涂层的钢材焊接成一块整体板再冲压生产,以满足零部件不同部位对材料不同性能的要求
拼焊板工艺的出现解决了由传统单一厚度材料所不能满足的超宽板及零件不同部位具有不同工艺性能要求的工艺问题
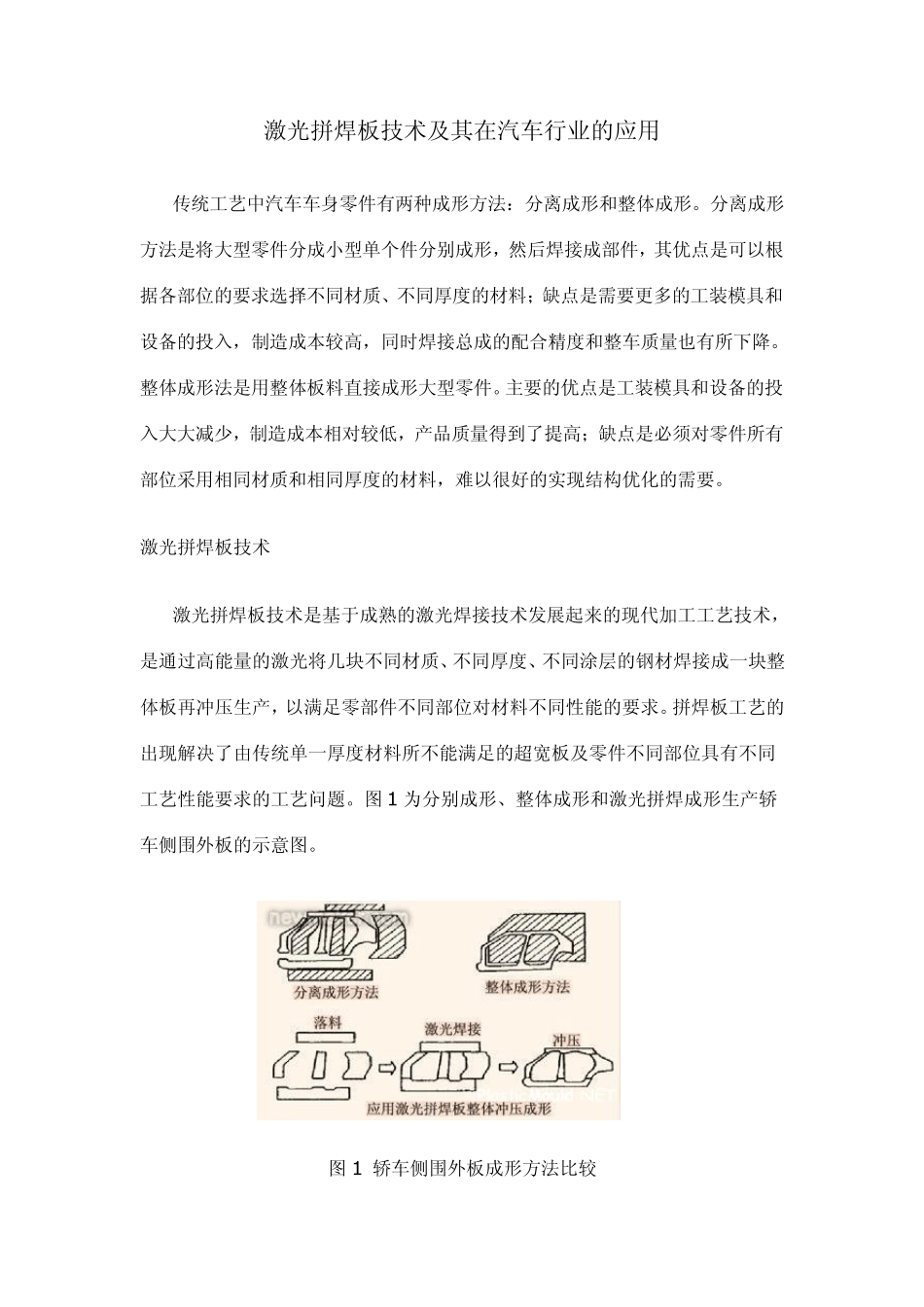
图 1 为分别成形、整体成形和激光拼焊成形生产轿车侧围外板的示意图
图 1 轿车侧围外板成形方法比较 激光拼焊板的优势 采用激光拼焊板有着巨大的优势,可以给汽车制造业带来显著的经济效益,主要体现在:使整车零件数量大大减少,简化了点焊工艺,提高了车身尺寸精度减少了质量问题,材料厚度的可变性保证了对重要位置的强化等方面
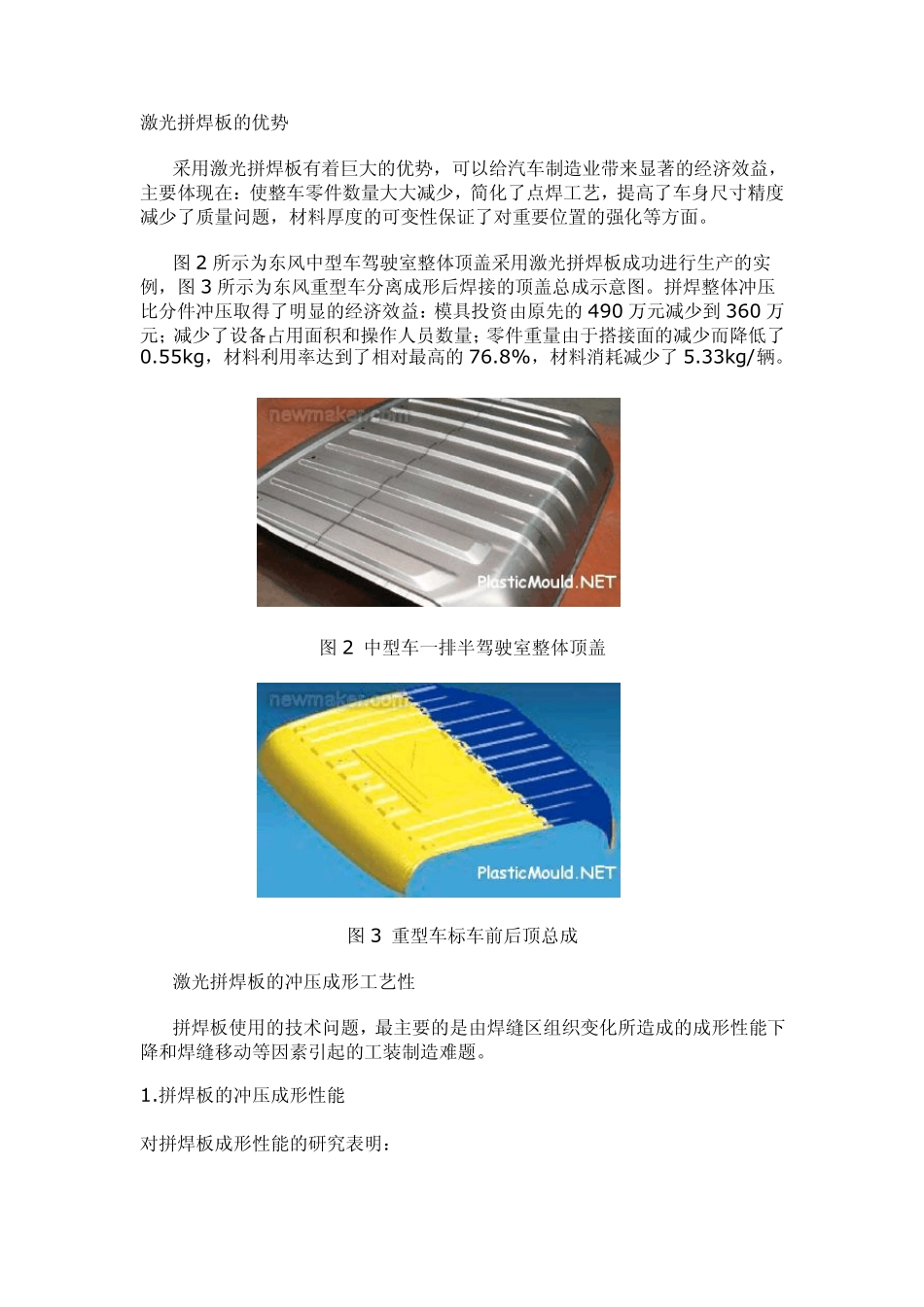
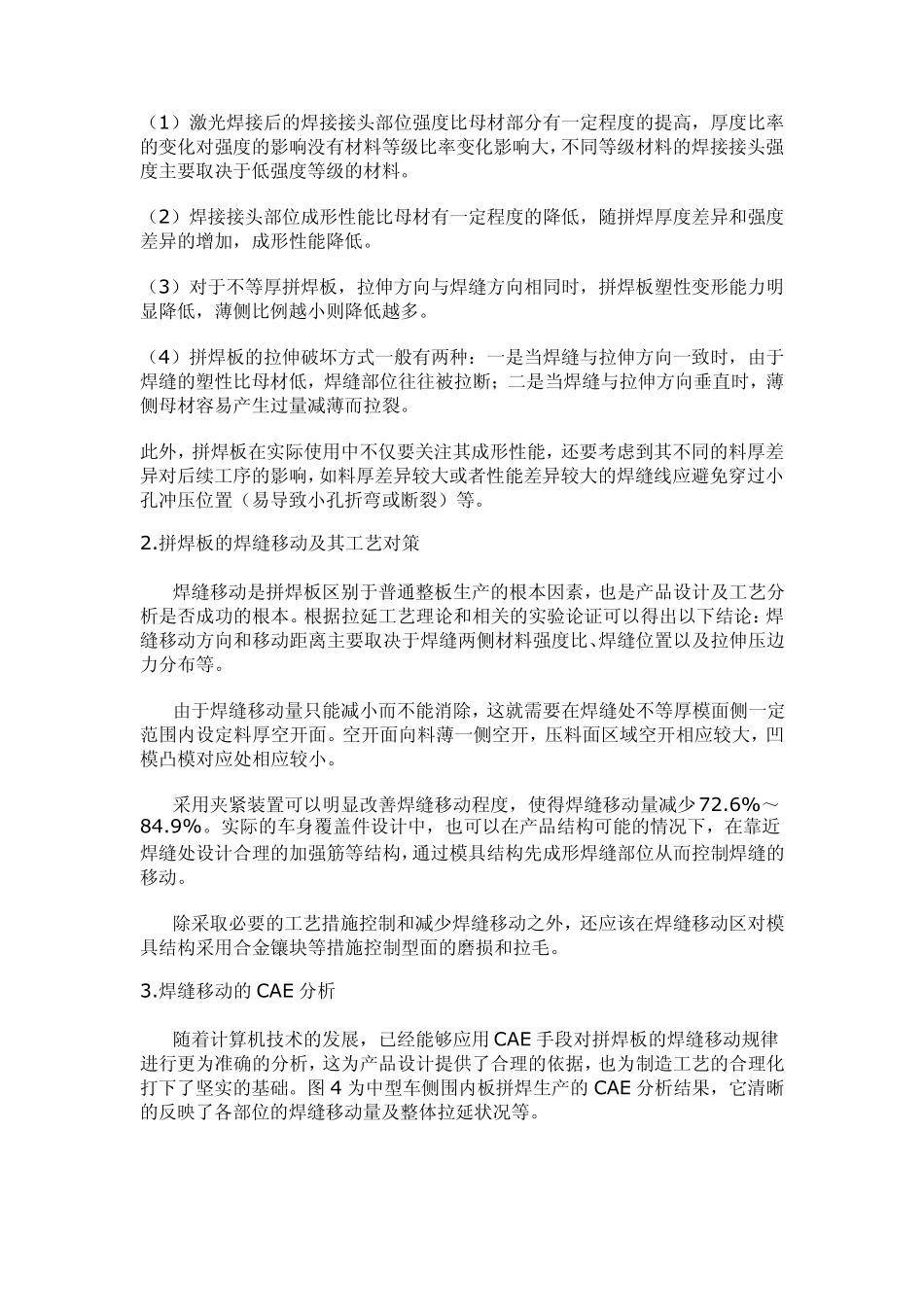
图 2 所示为东风中型车驾驶室整体顶盖采用激光拼焊板成功进行生产的实例,图 3 所示为东风重型车分离成形后焊接的顶盖总成示意图
拼焊整体冲压比分件冲压取得了明显的经济效益:模具投资由原先的490 万元减少到 360 万元;减少了设备占用面积和操作人员数量;零件重量由于搭接面的减少而降低了0
55kg,材料利用率达到了相对最高的76
8%,材料消耗减少了5
33kg/辆
图 2 中型车一排半驾驶室整体顶盖 图 3 重型车标车前后顶总成 激光拼