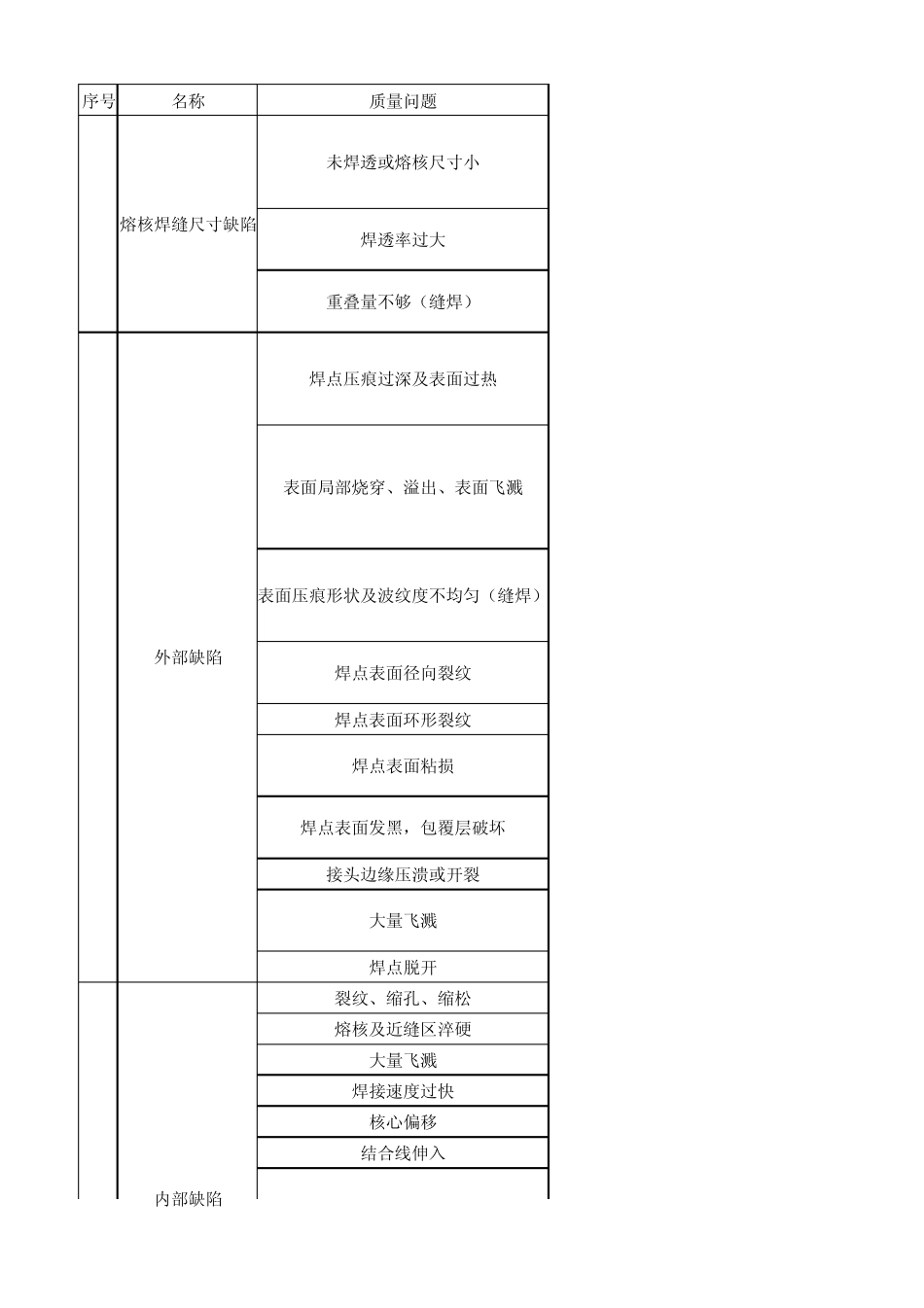
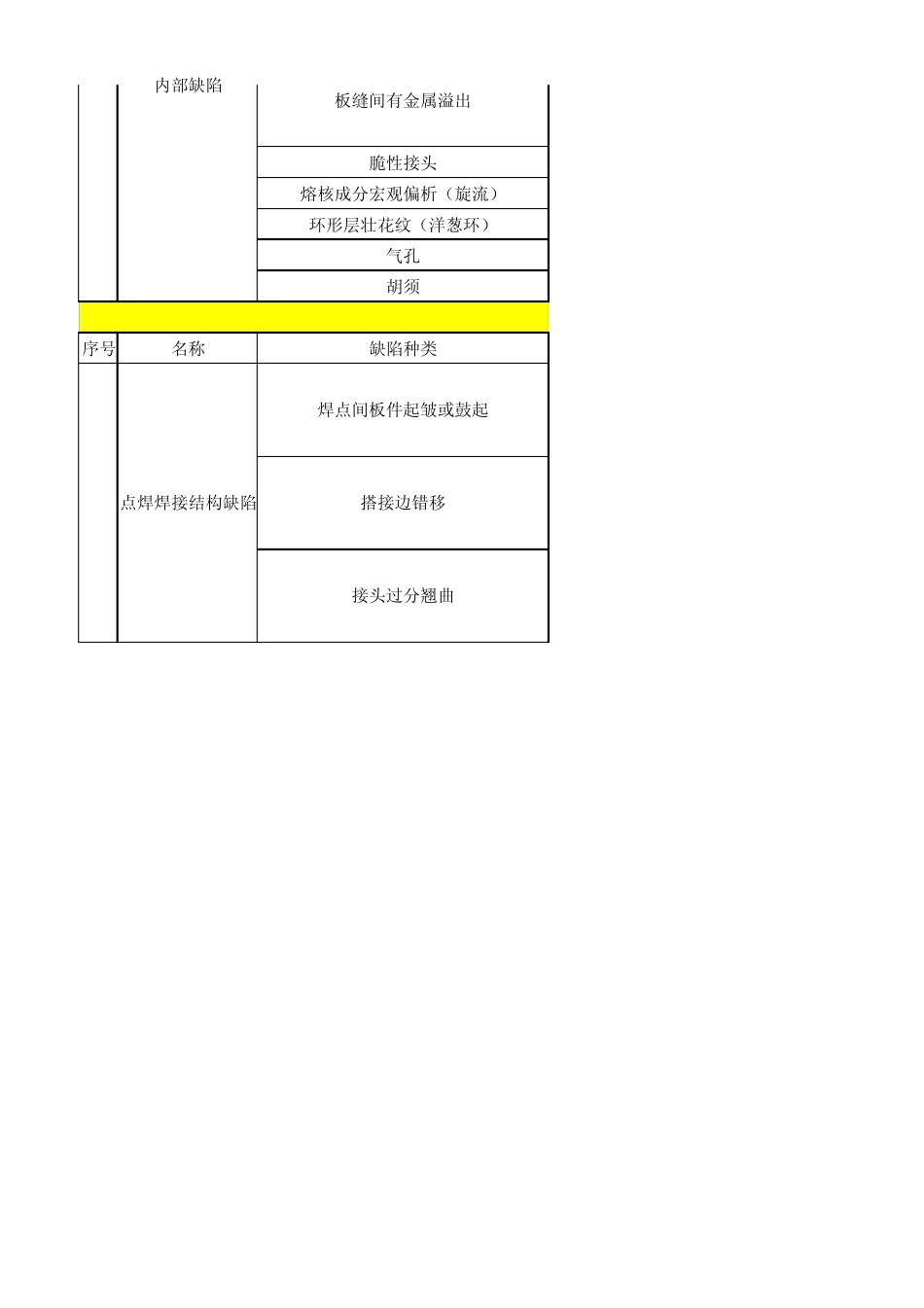
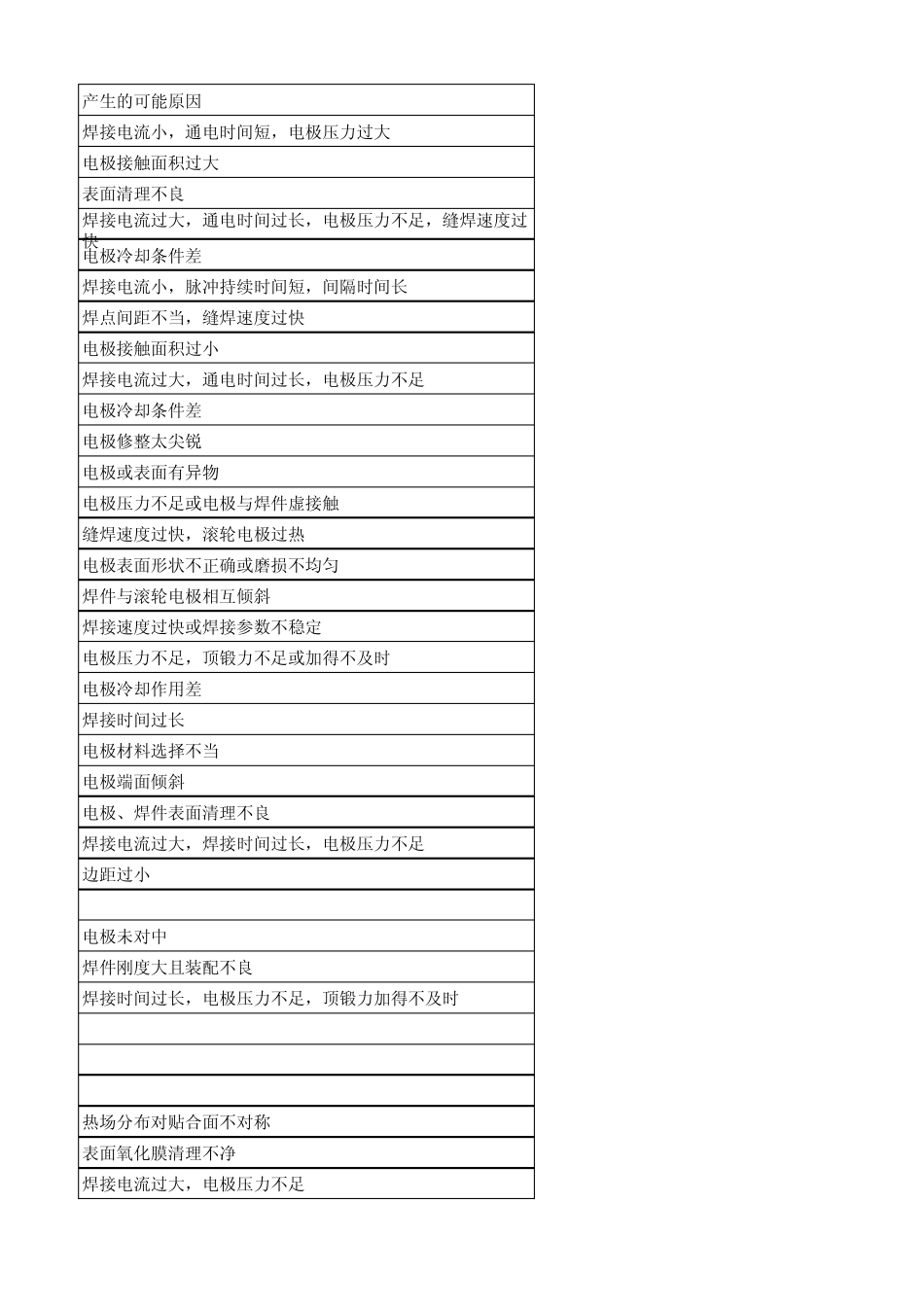
序号 名称质量问题焊点表面环形裂纹接头边缘压溃或开裂焊点脱开裂纹、缩孔、缩松熔核及近缝区淬硬大量飞溅焊接速度过快核心偏移结合线伸入焊点表面发黑,包覆层破坏大量飞溅熔核焊缝尺寸缺陷外部缺陷内部缺陷123未焊透或熔核尺寸小焊透率过大重叠量不够(缝焊)焊点压痕过深及表面过热表面局部烧穿、溢出、表面飞溅表面压痕形状及波纹度不均匀(缝焊)焊点表面径向裂纹焊点表面粘损脆性接头熔核成分宏观偏析(旋流)环形层壮花纹(洋葱环)气孔胡须序号 名称缺陷种类内部缺陷3板缝间有金属溢出焊点间板件起皱或鼓起搭接边错移接头过分翘曲点焊焊接结构缺陷1产生的可能原因焊接电流小,通电时间短,电极压力过大电极接触面积过大表面清理不良焊接电流过大,通电时间过长,电极压力不足,缝焊速度过快电极冷却条件差焊接电流小,脉冲持续时间短,间隔时间长焊点间距不当,缝焊速度过快电极接触面积过小焊接电流过大,通电时间过长,电极压力不足电极冷却条件差电极修整太尖锐电极或表面有异物电极压力不足或电极与焊件虚接触缝焊速度过快,滚轮电极过热电极表面形状不正确或磨损不均匀焊件与滚轮电极相互倾斜焊接速度过快或焊接参数不稳定电极压力不足,顶锻力不足或加得不及时电极冷却作用差焊接时间过长电极材料选择不当电极端面倾斜电极、焊件表面清理不良焊接电流过大,焊接时间过长,电极压力不足边距过小电极未对中焊件刚度大且装配不良焊接时间过长,电极压力不足,顶锻力加得不及时热场分布对贴合面不对称表面氧化膜清理不净焊接电流过大,电极压力不足板间有异物或贴合不紧密边距过小熔核及近缝区淬硬焊接时间短焊接时间过长表面有异物(镀层、锈等)耐热合金焊接参数过软产生的可能原因装配不良、板间间隙过大焊接顺序不当机臂刚度差没有定位点焊或定位点焊不牢定位焊点间距过大夹具不能保证夹紧焊件装配不良或定位焊距离过大参数过软、冷却不良焊接顺序选择不合适 改进措施调整焊接参数修整电极清理表面