第六章孔系加工第六章孔系加工一、孔的技术要求孔在机械加工中,所占的比例很大,几乎所有的机械产品都有孔,例如,轴类零件、盘类零件、壳体类零件和箱体类零件等
孔按形状可以分为圆柱形孔、圆锥孔、螺纹孔等
其中圆柱孔又可以分为通孔、台阶孔和盲孔
但是,由于钻削的精度较低,表面较粗糙,一般加工精度在IT10以下,表面粗糙度Ra值大于12
5μm,生产效率也比较低
因此,钻孔主要用于粗加工,例如,精度和粗糙度要求不高的螺钉孔、油孔和螺纹底孔等
但精度和粗糙度要求较高的孔,也要以钻孔作为预加工工序
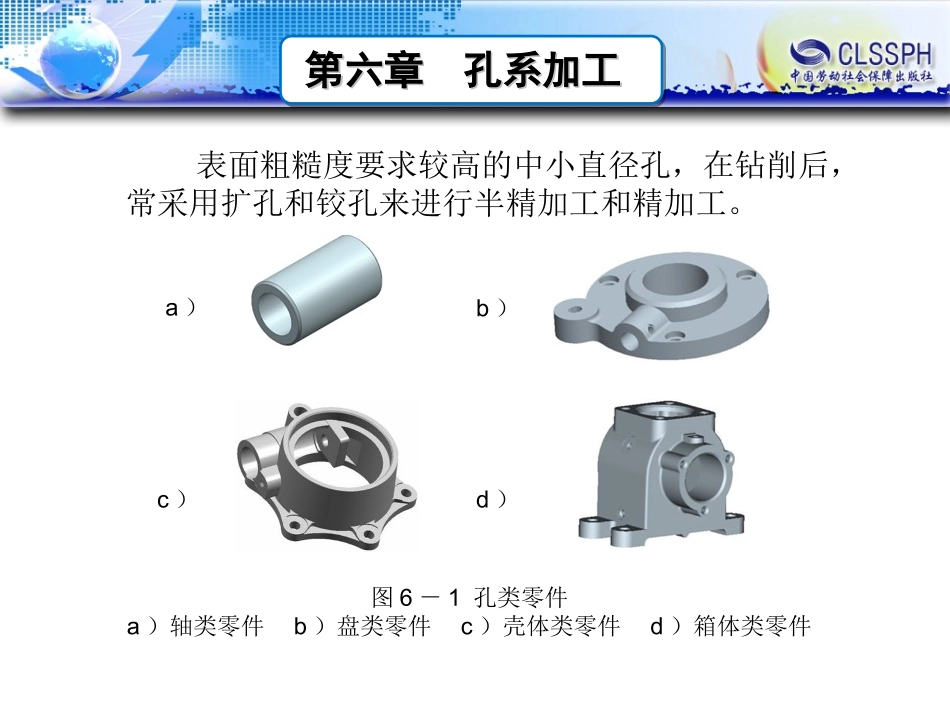
第六章孔系加工第六章孔系加工表面粗糙度要求较高的中小直径孔,在钻削后,常采用扩孔和铰孔来进行半精加工和精加工
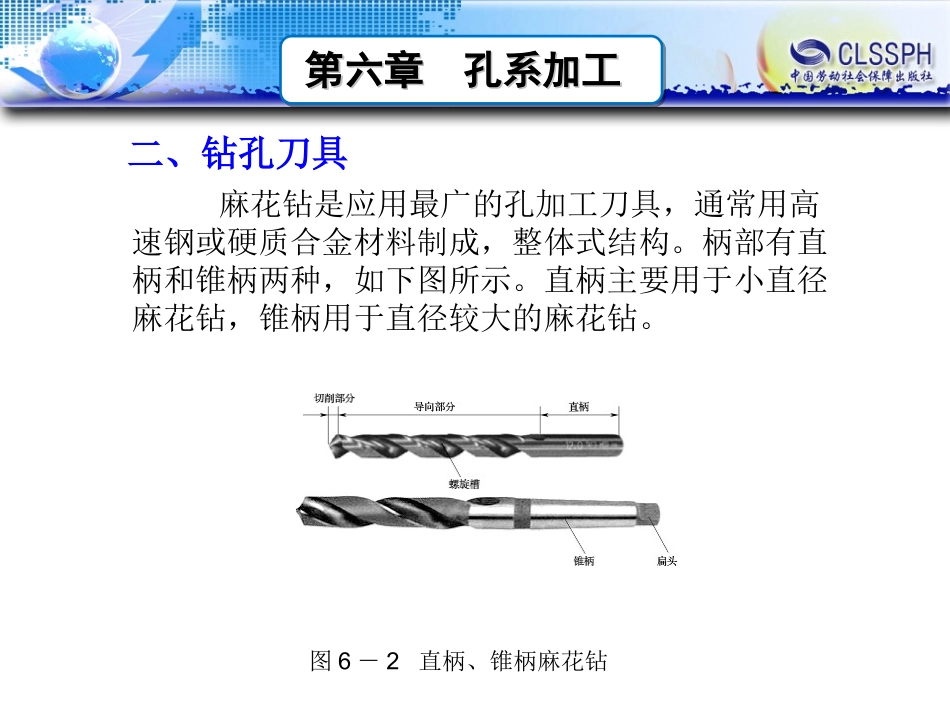
图6-1孔类零件a)轴类零件b)盘类零件c)壳体类零件d)箱体类零件b)a)c)d)第六章孔系加工第六章孔系加工二、钻孔刀具麻花钻是应用最广的孔加工刀具,通常用高速钢或硬质合金材料制成,整体式结构
柄部有直柄和锥柄两种,如下图所示
直柄主要用于小直径麻花钻,锥柄用于直径较大的麻花钻
图6-2直柄、锥柄麻花钻第六章孔系加工第六章孔系加工三、孔的加工方法孔的加工方法比较多,有钻削、扩削、铰削和镗削等
大直径孔还可采用圆弧插补方式进行铣削加工
四、切削用量的选择钻削用量主要指的是钻头的切削用量,其切削参数包括钻孔切削深度ɑp、进给量f、切削速度vc
1.切削深度ɑp切削深度即为钻削时的钻头半径
第六章孔系加工第六章孔系加工2.进给量f钻削的进给量有三种表示方式
(1)每齿进给量fz指钻头每转一个刀齿,钻头与工件间的相对轴向位移量,单位为mm/z
(2)每转进给量fr指钻头或工件每转一转,它们之间的轴向位移量,单位为mm/r
(3)进给速度vf指在单位时间内钻头相对于工件的轴向位移量,单位为mm/min或mm/s
每齿进给量fz、每转进给量fr和进给速度vf之间的关系是:式中n─表示主轴转速;