结构件焊接通用工艺规范 1 定位焊通用操作规范 1
1 焊缝区的修磨 焊装前须将焊缝区及距焊缝边缘10mm~20mm范围内焊接结构表面上的铁锈、油、油漆、尘土等污物除净,露出金属光泽,并须去除潮湿
2 零件要求 全部零件须检验合格后,方可定位焊
3 工件间相互位置偏移量 定位焊焊接零件时,两个焊件的相互位置偏移量应满足下述要求
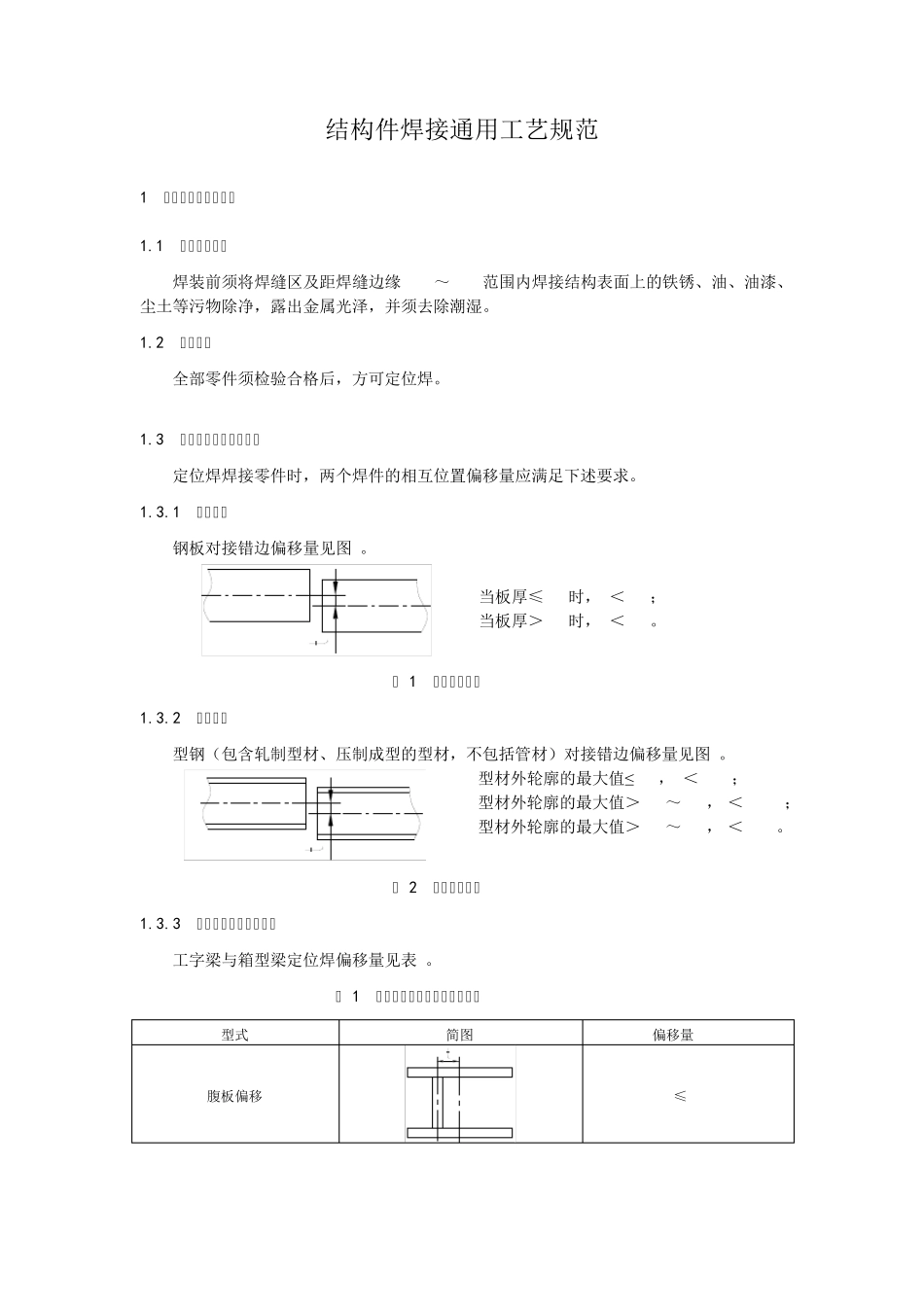
1 钢板对接 钢板对接错边偏移量见图1
当板厚≤6mm时,t<1mm; 当板厚>6mm时,t<2mm
图 1 钢板对接错边 1
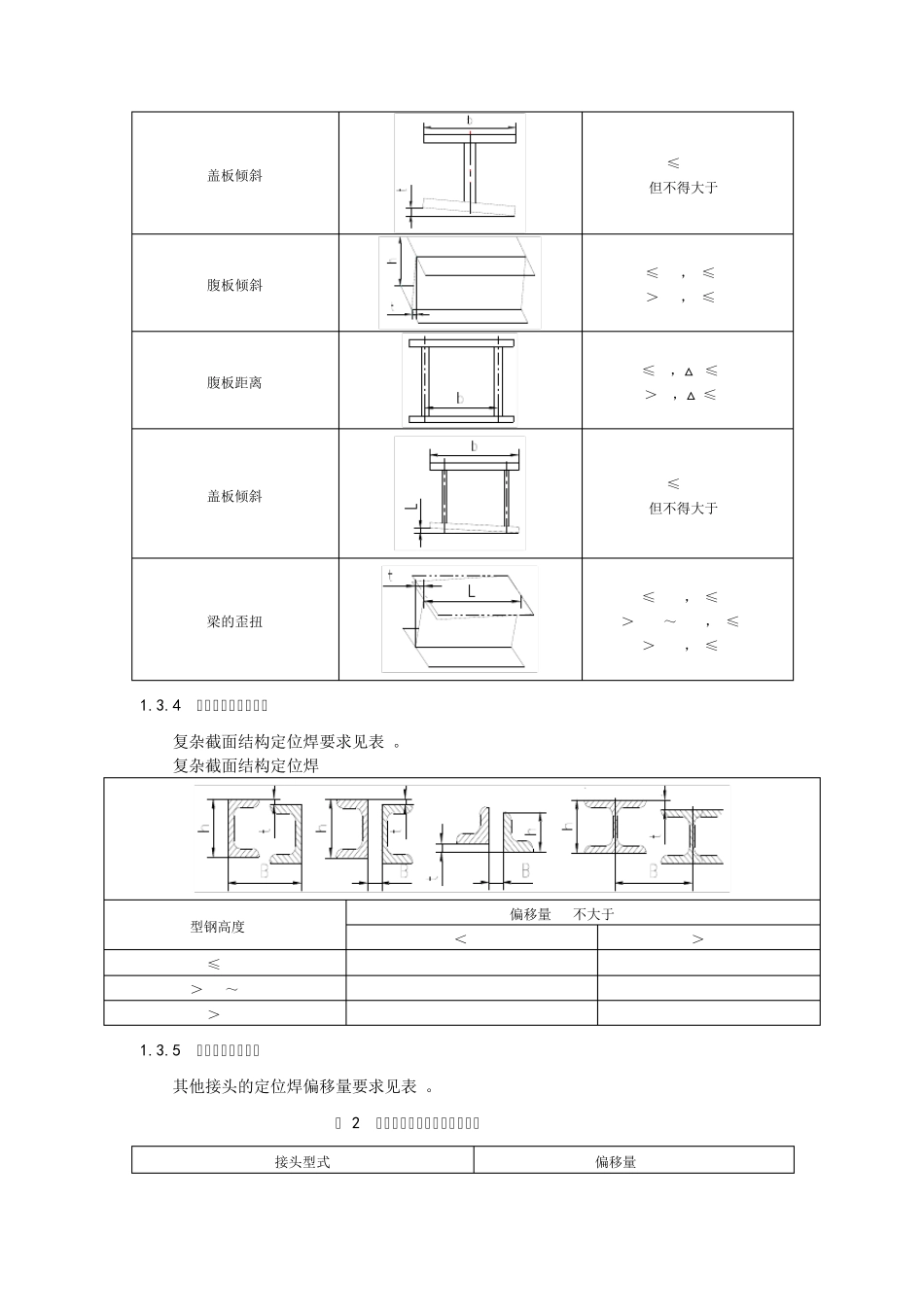
2 型钢对接 型钢(包含轧制型材、压制成型的型材,不包括管材)对接错边偏移量见图2
型材外轮廓的最大值≤180,t< 1mm; 型材外轮廓的最大值>180~360,t<1
5mm; 型材外轮廓的最大值>360~630,t< 2mm
图 2 型钢对接错边 1
3 工字梁与箱型梁定位焊 工字梁与箱型梁定位焊偏移量见表4
表 1 工字梁与箱型梁定位焊偏移量 型式 简图 偏移量(mm) 腹板偏移 t≤2
0 盖板倾斜 t≤0
01b 但不得大于2 腹板倾斜 h≤500,t≤1
5 h>500,t≤2
0 腹板距离 b≤80,△b≤3
0 b>80,△b≤5
0 盖板倾斜 t≤0
01b 但不得大于2 梁的歪扭 L≤2500,t≤2
0 L>2500~5000,t≤3
0 L>5000,t≤5
4 复杂截面结构定位焊 复杂截面结构定位焊要求见表5
复杂截面结构定位焊 型钢高度 h 偏移量(t)不大于 (mm) B<1000 B>1000 ≤100 0
015 h 0
020 h >100~240 0
010 h 0
015 h >240 0
008 h 0
010 h 1
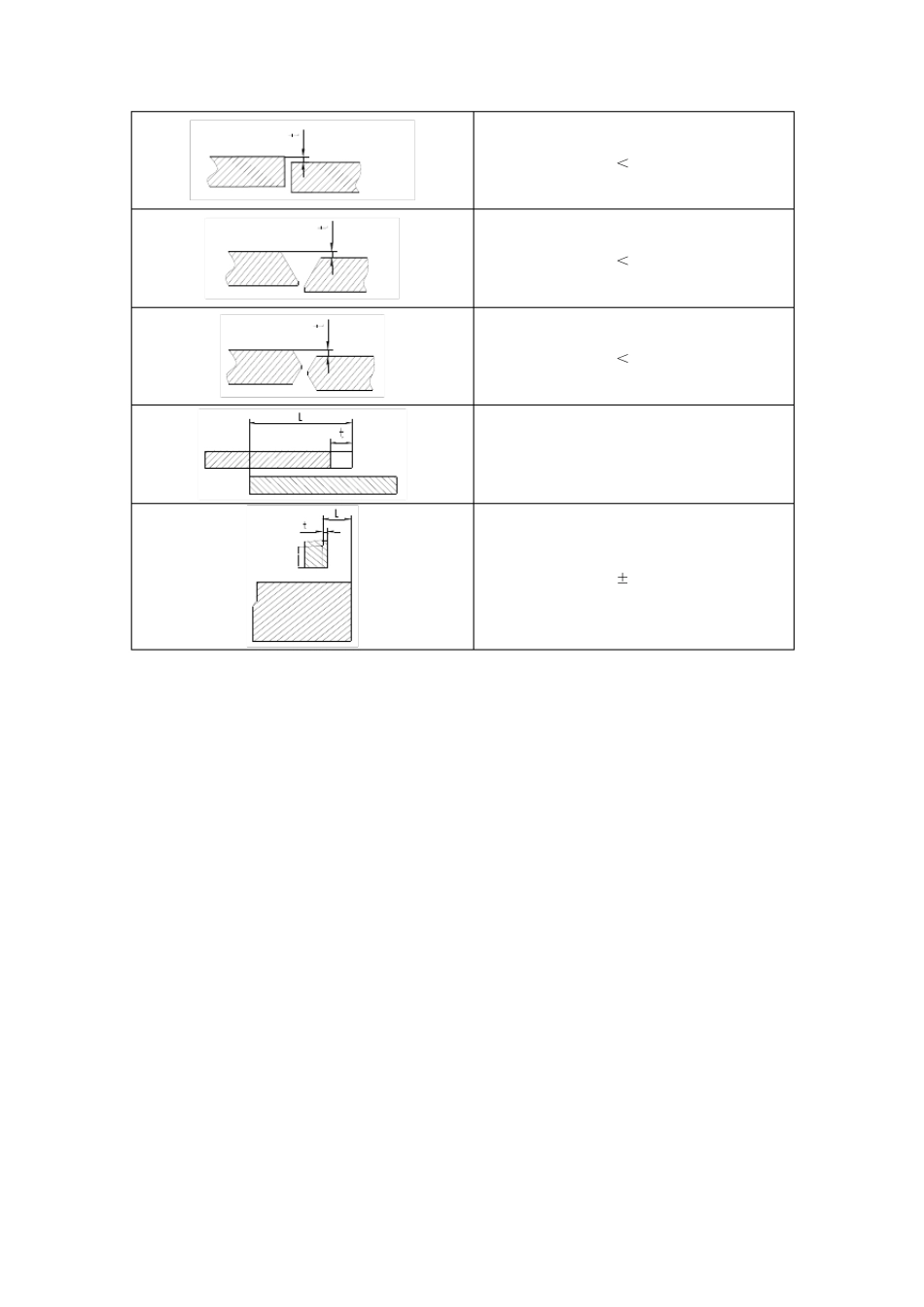
5 其他接头的定位焊 其他接头的定位焊偏移量要求见表6
表 2 其他接头的定位焊偏移量要求 接头型式 偏