打磨工通用工艺标准编制/日期:审核/日期:批准/日期:打磨工通用工艺标准1适用范围本守那么规定了本公司打磨工艺要求
本守那么适用于本公司下料打磨清渣,焊接件打磨工艺2 术语1
1 打磨:通过使用手提工具操作除去工件表层材料从而使工件获得所需要的形状或外表粗糙度1
2 打磨修整:将焊缝局部不规那么处打磨消除1
3 全部打磨:从一侧〔或两侧〕打磨整个焊缝外表但不改变整个焊缝形状1
4 磨平: 从一侧〔或两侧〕打磨整个焊缝,使其厚度同周围外表相同3 打磨设备3
1 角向磨光机,直磨机3
2 砂轮磨片钹型砂轮型号:125X6X22
2〔MM〕百叶蝶不锈钢碗刷4 操作规程4
1 操作前准备工作4
1 将机台及作业场所清理干净
2 准备好待加工工件,并放置于方便作业的位置,准备好加工完成品 放置备用的托架
3 检查是否有螺丝松动、漏电,平安装置、关机按钮、事故急停装置 是否正常工作
4 检查待加工工件是否已经过品检员检验并批准放行的合格零部件
5 根据所要加工的零部件的具体要求,选择适宜的砂轮
6 戴好口罩及护目镜,穿好工作服
7 安装并紧固砂轮,
8 试机,并进行调整
保证砂轮无抖动现象;4
9 进行首件打磨,检查是否符合打磨要求,并经质检或主管确认无误,方可开始批量作业
2 操作标准4
1 工作前,应检查砂轮有无损坏,防护装置是否完好,通风除尘装置 是否有效
2 安装砂轮时,必须核对砂轮允许的最高转速是否与主轴转速相适应
3 需打磨的产品应放置平稳,小件需加以固定,以免在打磨过程中产 品位移而导致加工缺陷
4 正确使用打磨工具,及时检查和更换磨损严重的砂轮磨片
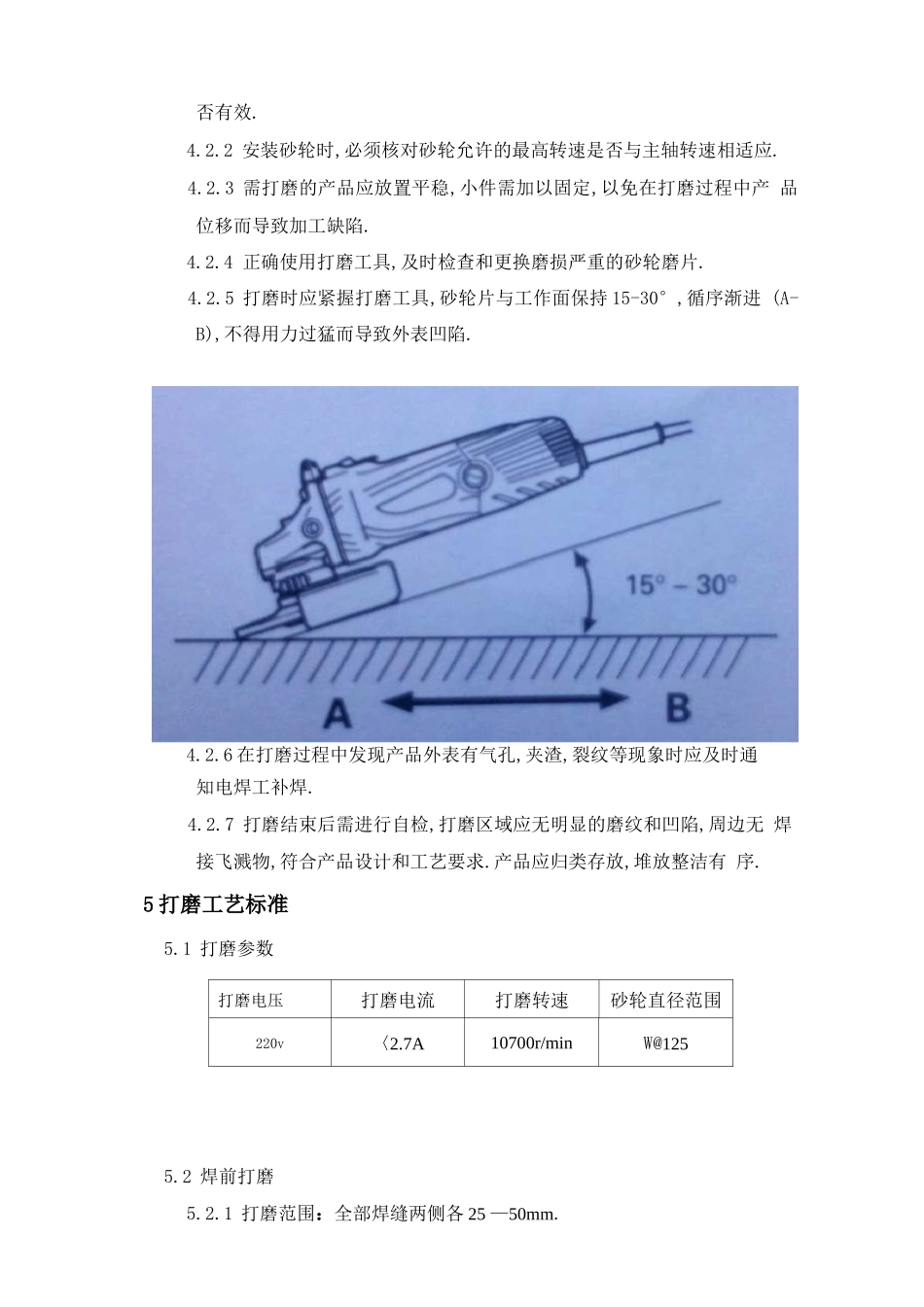
5 打磨时应紧握打磨工具,砂轮片与工作面保持 15-30°,循序渐进 (A-B),不得用力过猛而导致外表凹陷