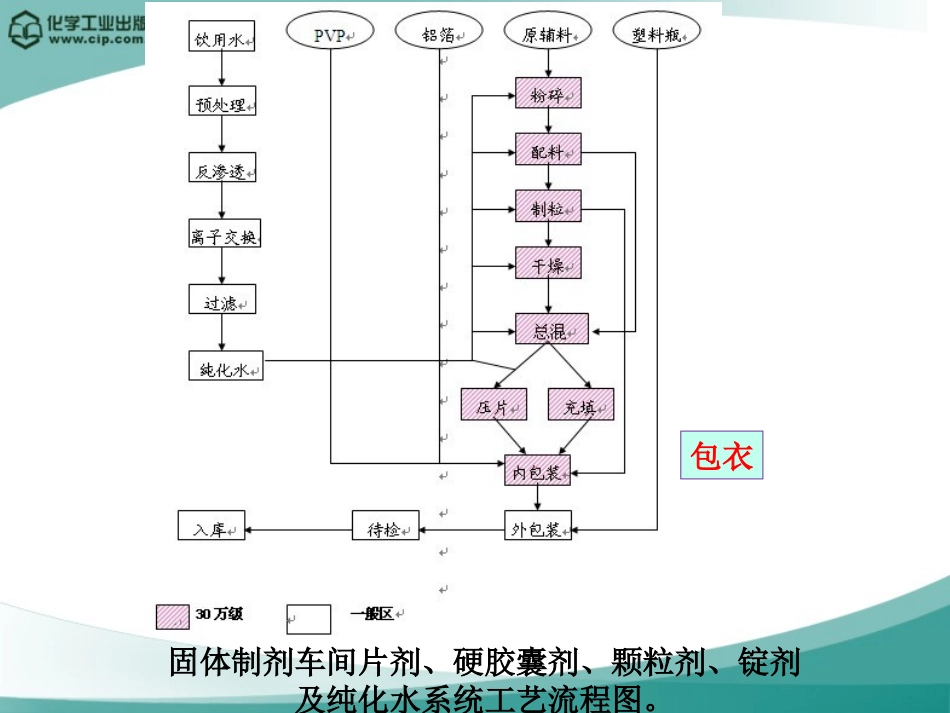
第三章固体制剂第一节口服固体制剂生产工艺技术一、片剂生产工艺技术、流程及洁净区域划分固体制剂车间片剂、硬胶囊剂、颗粒剂、锭剂及纯化水系统工艺流程图
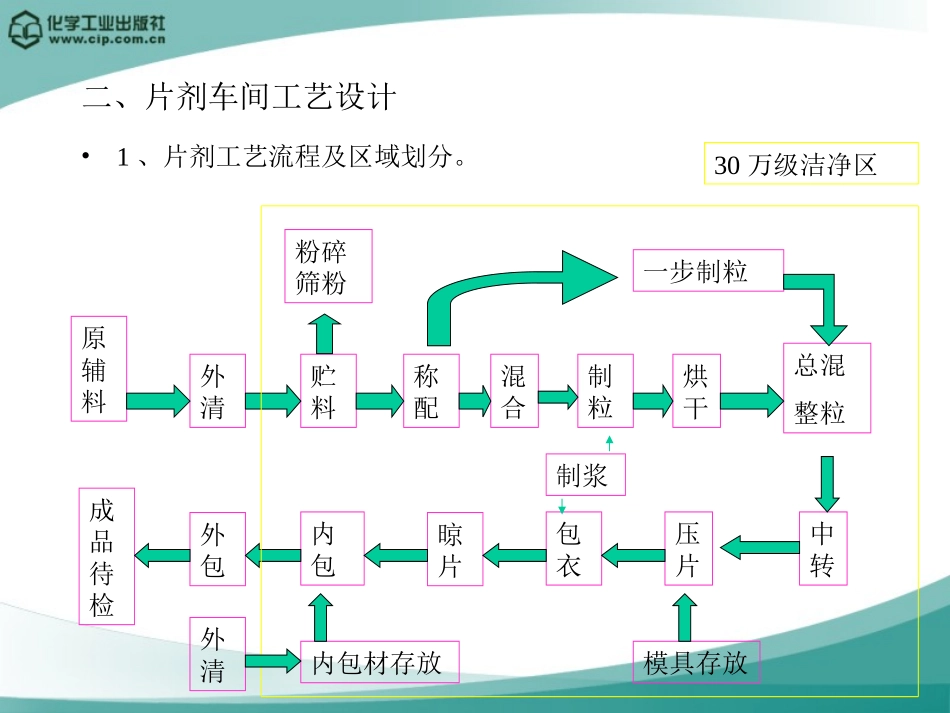
包衣二、片剂车间工艺设计•1、片剂工艺流程及区域划分
原辅料混合烘干压片内包包衣外包成品待检30万级洁净区制粒外清粉碎筛粉一步制粒总混整粒晾片贮料称配中转制浆内包材存放模具存放外清(一)粉碎•1、粉碎的目的是为了:•①增加药物的表面积,促进药物的溶解与吸收,提高药物的生物利用度;•②便于适应多种给药途径的应用;•③加速药材中有效成分的浸出;•④有利于制备多种剂型,如混悬液、片剂、胶囊剂等
•2、粉碎度粉碎度是固体药物粉碎后的细度
常以未经粉碎药物的平均直径(d),与已粉碎药物的平均直径(d1)的比值(n)来表示
•3、《中国药典》(2000年版)一部对筛的标准规定是以筛孔内径大小为根据的
共规定了九种筛号,一号筛的筛孔内径最大,依次减小,至九号筛的筛孔内径最小
•《中国药典》(2000年版)对药筛的具体规定见表3—1
筛号筛孔内径μm(平均值)筛目(孔/吋)一号筛2000±7010二号筛850±2924三号筛355±1350四号筛250±9
965五号筛180±7
680六号筛150±6
6100七号筛125±58120八号筛90±4
6150九号筛75±4
1200表3—1《中国药典》(2000年版)药筛表4、中国药典规定了六种粉末规格如下:①最粗粉:指能全部通过一号筛,但混有能通过三号筛不超过20%的粉末
②粗粉:指能全部通过二号筛,但混有能通过四号筛不超过40%的粉末
③中粉:指能全部通过四号筛,但混有能通过五号筛不超过60%的粉末
④细粉:指能全部通过五号筛,并含能通过六号筛不少于95%的粉末
⑤最细粉:指能全部通过六号筛,并含能通过七号筛不少于95%的粉末
⑥极细粉:指能全部通过八号筛,并含能通过九号筛不少于95%的粉