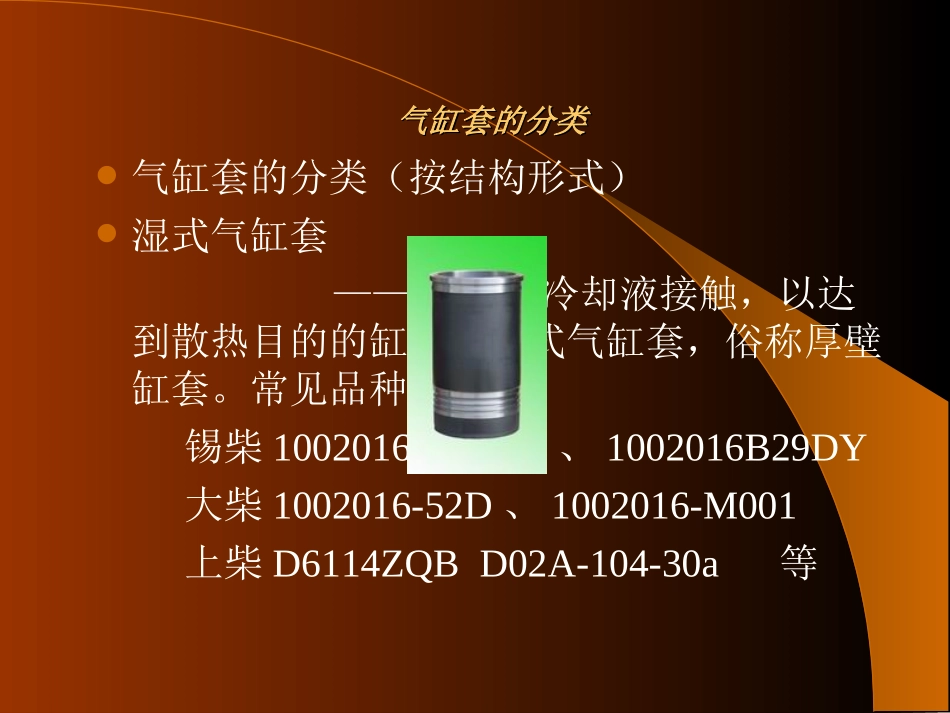
气缸套基本知识气缸套基本知识气缸套的分类气缸套的分类气缸套的分类(按结构形式)湿式气缸套——直接和冷却液接触,以达到散热目的的缸套叫湿式气缸套,俗称厚壁缸套
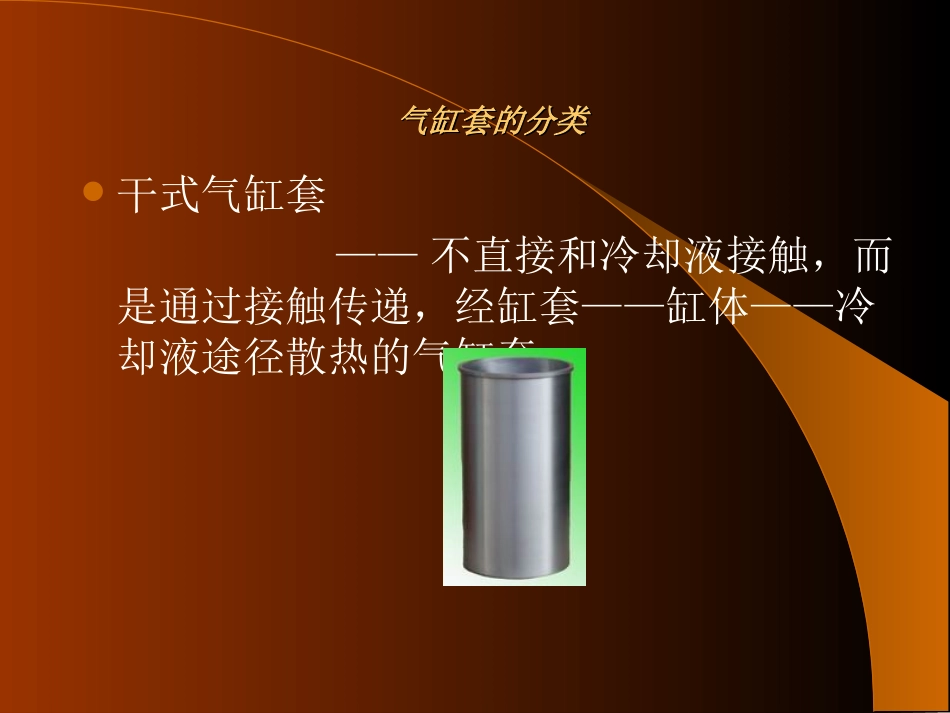
常见品种有:锡柴1002016-2-6DF1、1002016B29DY大柴1002016-52D、1002016-M001上柴D6114ZQBD02A-104-30a等气缸套的分类气缸套的分类干式气缸套——不直接和冷却液接触,而是通过接触传递,经缸套——缸体——冷却液途径散热的气缸套
气缸套的分类气缸套的分类湿式气缸套按装配形式又分:顶置式气缸套中置式气缸套气缸套的分类气缸套的分类干式气缸套又分:成品干式气缸套留镗量干式气缸套铝缸体镶嵌气缸套湿式气缸套结构和名称湿式气缸套结构和名称气缸套加工工艺气缸套加工工艺湿式缸套典型工艺流程:铸造毛坯—粗车—粗镗—车工艺外圆—精镗—精车水档—切槽—粗珩—精细车—精珩气缸套加工工艺气缸套加工工艺干式缸套典型工艺流程:铸造毛坯—粗车—粗镗—车工艺外圆—精镗—半精车—精车—粗珩—车端面及外圆—粗磨外圆—精磨外圆—精珩铸造毛坯铸造毛坯铁水熔炼:用电炉直接熔炼可以直接使用缸套机加工的铁屑,大幅提高贵重合金的利用率,降低成本;同时电炉熔炼的铁水质量也比冲天炉+电炉的双联熔炼要好得多
另外也减少了冲天炉带来的环境污染
铸造毛坯铸造毛坯浇铸:气缸套浇铸一般都采用铁模离心铸造方式
在高速旋转的离心力的帮助下毛坯可以获得比较致密的铸铁组织,很少有缩松缺陷,使用金属模铁水冷却速度快,组织晶粒细化,更容易获得符合气缸套要求的金相组织和硬度、强度等理化指标
粗车粗车以毛坯内孔为基准定位夹紧,粗加工缸套外圆端面
粗加工的目的是尽可能切去多余的加工余量粗镗粗镗
采用多齿镗铰刀可以获得较高的生产效率,这是由大连机床集团确定的具有中国特色的加工方法
我国气缸套行业普遍使用这种方法镗孔