设备稼动率(实用版)_图文
ppt训练內容1
OEE基本概念2
OEE数据收集及分析实操3
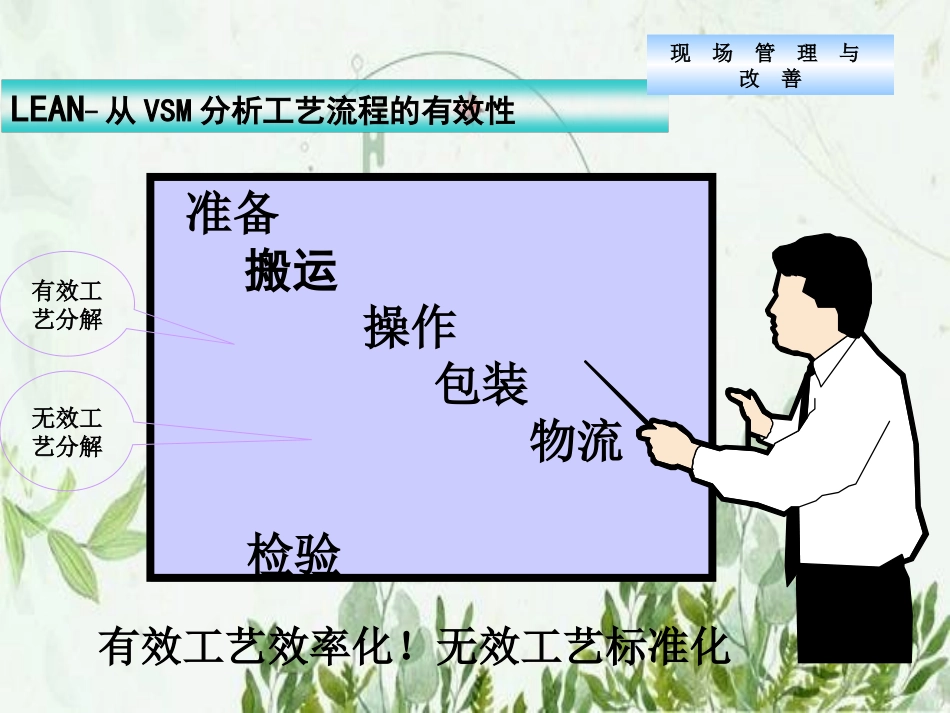
快速换产现场管理与改善准备搬运操作包装物流检验LEAN-从VSM分析工艺流程的有效性现场管理与改善有效工艺分解无效工艺分解有效工艺效率化
无效工艺标准化•Correction返工•Conveyance搬运•Motion多余动作•Waiting等待•Processing过程不当•Inventory库存•Overproduction过量生产LEAN-识别七种浪费现场管理与改善因设备造成的浪费因人造成的浪费OEE-设备效率提升的工具OEE:OverallEquipmentEffectiveness(设备综合效率)OEE由三个指标组成OEE=时间开动率*性能开动率*合格品率这个数字与六大损失相关联:1.故障/停机损失(EquipmentFailure/BreakdownLosses)2.换装和调试损失(SetupandAdjustment)3.空闲和暂停损失(IdlingandMinorStoppageLosses)4.减速损失(ReducedSpeedLosses)5.质量缺陷和返工(QualityDefectsandRework)6.启动损失(StartupLosses)现场管理与改善OEE的定义时间开动率(OperatingRate/Availability):是用停机时间反映设备的运行状态
统计时间开动率主要是严格区分设备计划内停机时间与设备计划外停机时间,并通过减少和控制设备计划停机时间来提高设备利用率,通过减少和控制设备计划外停机时间来提高时间开动率
计划停机时间=日常维护保养时间+交接班时间+一级保养时间+换模试模时间+计划维修时间+达产的停机时间+其它计划中规定的时间计划外停机时间(异常停机)=故障时间+工装及模具故障时间+工艺调试时间+待料时间+其它计划外停机时间